交通施設のオーナーは、構造物を腐食から守りつつ、一般利用者の不便を軽減するために、従来の液体コーティングに代わって溶射コーティングを採用するケースが多くなっています。溶射皮膜は、補修が必要になるまでに30年から50年の寿命を持つという歴史があります。したがって、TSCの高いフロントエンド費用はそれだけで回収でき、補修の必要性が少ないため、一般市民に迷惑をかけることもありません。
米国の運輸業界で最も頻繁に使用されている溶射皮膜(TSC)材料は 85/15 亜鉛アルミニウムである。TSCは風雨にさらされ、亜鉛とアルミニウムの酸化によって自然なシーラーが形成されるか、またはTSCを塗布した後すぐに浸透性シーラーで密閉されるかのいずれかである。TSCの付着力試験は、一般にASTM D4541「ポータブル付着力試験機による引き剥がし強度の試験方法」に準拠して行われます。SSPC-CS 23.00(I)「鋼鉄の腐食保護のためのアルミニウム、亜鉛、およびそれらの合金と複合材の溶射コーティング(メタライジング)の適用に関する暫定仕様」によると、85/15 Zn/Al TSCで認められる最小付着量は700psiです。あるプロジェクトで、TSCの酸化や浸透性シーラーがTSCの接着値に影響を与えるかどうかを調査することになった経緯を紹介します。接着メカニズムや接着力向上の持続時間は完全には明らかにされていませんが、私たちのフィールドテストでは、シーラーによってTSCの接着力が向上することが示されました。さらに重要なことは、TSCの付着性試験を行う場合、シールされた塗膜とシールされていない塗膜のどちらで試験を行うかを仕様者が指示する必要があることに気づいたことである。
2002年、ナイアガラフォールズ橋梁委員会は、アメリカ・ニューヨーク州ナイアガラフォールズとカナダ・オンタリオ州ナイアガラフォールズを結ぶ、交通量の多いレインボーブリッジでTSCの長期的な効果を実現することに着手しました。当社は、この45万平方フィート(40,500平方メートル)のプロジェクトを管理しました。
生産作業はクララ・インダストリアルサービス社(オンタリオ州サンダーベイ)の手に委ねられた。オンタリオ州ピクトンのMISCO Inspection Services Co.Ltd.(ON州ピクトン)が請負業者の品質管理を担当した。プロジェクトの仕様では、構造物全体に85/15 Zn/Alを8〜12ミル塗布し、その後TSC塗布後8時間以内に浸透性シーラーを0.5〜1.5ミル塗布することになっている。契約では、常駐エンジニアが要求する定期的な接着試験も指定されていた。付着力試験を実施中、検査スタッフは、シーリング前にテスト用dollies 表面に置いたときの付着力の値が、シーリング後の値と大きく異なっていることに気づいた。どの値も指定された最低要件である700psiを満たしていましたが、私たちは興味を持ち、追加の現場試験を設定しました。
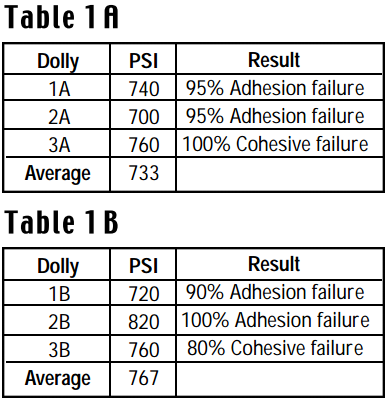
実地試験の目的は、TSCの酸化によるナチュラルシーラーや浸透性シーラーが、TSCの接着値にどのような影響を及ぼすか(もし及ぼすとすれば)を調べることであった。テストは3枚の別々のプレートを使って行われた。すべてのプレートは、#20ニッケルスラグを使用して、SSPC-SP 5、ホワイトメタルブラストクリーニングに準拠したブラスト研掃を行った。アンカープロファイルは4.0~4.5ミルでした。dollies設置には2液性エポキシ接着剤を使用した。接着試験はASTM D4541、試験方法Eに準拠し、PosiTest®AT自己調整型接着試験機を用いて実施した。プレート#1(図1)にはTSCを平均12.8ミルの厚さに塗布し、3個のdollies プレート上に配置して翌日引っ張り、1Aを表した。3枚の平均付着力は733psiで、基材への塗膜の付着不良とTSC内の凝集破壊という結果が出た。温度65~80F(18~27℃)、相対湿度50~70%(RHat 3ヵ月間放置し、TSCの酸化を進行させた。プレート#1に再び3つのdollies 置き、翌日引っ張って1Bを表した。3つの平均付着力は767psiで、基材への塗膜の付着不良とTSC内の凝集不良という結果が出た(表1Aおよび1B)。付着力の値は5%しか上昇せず、破壊モードには変化がなかったことから、TSC内に形成された自然由来の酸化シーラーは、TSCの付着力に直接的な影響を及ぼさないことが示唆された。

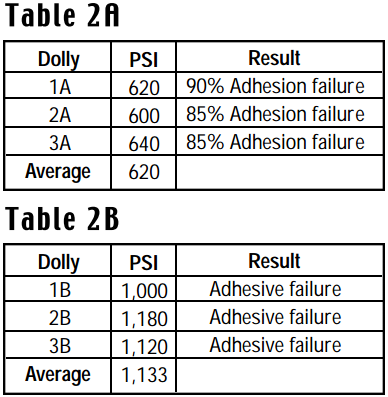
プレート#2(図2)は、TSCを平均12ミルの厚さに塗布したものである。プレート上に3つのdollies 置き、翌日引っ張って2Aを表した。3つの平均付着力は620psiで、基材への塗膜の付着不良という結果が出た。プレートは3ヶ月間放置され(華氏65~80度[18~27度]、相対湿度50~70%)、酸化が進行した。その後、Corothane I Preprime(800F[427C]、60%at 硬化)を0.5~1.5ミル(13~38ミクロン)の厚at 浸透性シールコートした。3つのdollies プレート#2に置き、翌日引っ張って2Bを表した。3つの平均接着力は1,133psiで、接着不良は100%であった(表2Aおよび2B)。これらの結果は、シーラーがTSCの接着に決定的な影響を及ぼし、接着値が83%増加したことを示している。

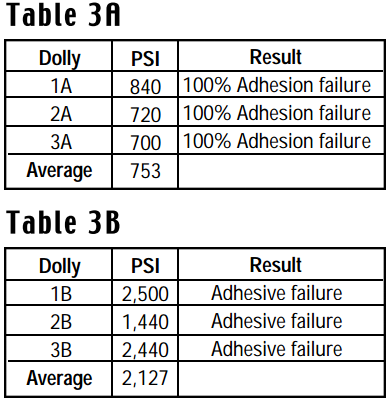
プレート#3(図3)はTSCを10.4at 塗布した。プレートはマスキングされ、2つのセクションに分けられた。露出したTSCに0.5~1.5at シーラーを塗布した。シーラーが硬化した後、それぞれのセクションに3つのdollies 置き、翌日引っ張った。未シール部の平均付着力は753psiで、at 塗膜の付着不良が見られた。密閉された部分の平均接着力は2,127psiで、接着不良が見られた(表3Aおよび3B)。密閉区間と非密閉区間とでは、接着力が183%も向上していることから、TSCの直後にシーラーを塗布すると、接着力が大幅に向上することがわかる。

TSCの細孔内に発生する自然酸化物は、付着量に影響を与えないことがフィールドテストで確認されています。液状シーラーは、酸化がほとんど進行していない状態で塗布しても、TSCの付着量に影響を与えることがあります。また、TSCの塗布直後に塗布した場合にも、付着量に影響を与えることが判明した。濡れ性の良いシーラーは、TSCの緩い部分(あるいは亀裂)に浸透し、空隙や孔を塞ぐことができる。TSCの上に浸透性シーラーを塗ると、シーラーがTSCの孔や空隙にしみ込み、より強固に接着するのかもしれない。
腐食防止のためにTSCを検討する場合、所有者はTSCに液体シーラーを塗布することのat 注目すべきである。SSPC-CS 23.00(I)では、TSC後できるだけ早く、あるいは8時間以内にシーラーを塗布することを推奨している。これらのパラメータ内にシーラーを塗布した場合のTSCの接着値の増加は明らかであり、注目すべきである。プロジェクトで接着試験を指定する場合は、非シーリングTSCとシーリングTSCのどちらで試験を行うかを必ず明記してください。
Robert H. Unger, "Thermal Spraying of Bridges," Thermal Spray:Robert Unger "Advances in Coatings Technology," Thermal Spray: Advanced in Coatings Technology, Proceedings of the National Thermal Spray Conference, Orlando, FL, USA, September 14-17, 1988-8708-011.
Joseph T. Butler, Metallizing for Corrosion Control, Vol.1, Issue 1 (January 2000).
SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coating (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, SSPC Painting Manual, SSPC.P.S., 2000年3月。Pittsburgh, PA (March 2000).
エリック・C・ローリー、鋼橋のメタライジングの現場、JPCL(1995年5月)、39-50頁。