
本レポートの全PDFはこちらからご覧いただけます。
最近の塗装プロジェクトでは、ASTM D4541に準拠した付着性試験を行うことになっていた。指定された要件は、1,000平方フィートの塗装につき最低1回、100平方フィートの塗装補修につき最低1回の試験を行うことでした。コーティングの仕様自体は、最低1,000psiの接着力を要求していた。しかし、この塗膜仕様書は特定の固形分100%のポリウレタンに合わせたもので、製品データシートには2,000 psiの接着力が記載されていた。作業を開始する前に、コーティングは最低1,900at テストする必要があると決定された。塗膜の接着力は、公称値の少なくとも95%(2,000 psiの95%=1,900 psi)at あることが妥当だと思われた。多くのテストは2,000psiまたはそれ以上であったが、接着不良は発生しなかった。請負業者にとって不運だったのは、多くの試験が最低要件の1,900 psiを満たしていなかったことです。総面積が非常に小さい試験で数回不合格になったため、請負業者は広い範囲に再ブラストと再塗布をしなければならなくなった。困ったものだ!
塗料が基材によく密着していることは必須であり、密着性試験は簡単な作業のように思われます。しかし、塗膜の付着は非常に複雑で、十分に理解されていません。パテナイフやポケットナイフで塗膜を探ったり持ち上げたりするような単純な付着性試験は、主観的なものです。引張接着力試験は、概念的に単純であり、破壊を引き起こすのに必要な力という単一の離散的な量を得ることができます。塗膜の破壊が接着破壊か凝集破壊かという性質は、相対的な面積と同様に注目されるべきですし、時にはそうなることもありますが、人々が切望するのはその個別の定量的な値なのです。
試験結果は1つの数値ですが、このような試験は相対的な性能を示すものに過ぎません。塗膜の付着性試験には、合格/不合格の基準として使用できる数値結果を得るための道具を使う以上のものがあります。ASTM D4541という試験方法が指定されていますが、このプロジェクトでは完全に無視された情報を提供しています。
この試験には、材料と装置の両方のパラメータが反映されます。工具や接着剤が異なると、異なる値が得られる。温度、湿度、その他の要因の違いは、問題を複雑にする。基材の剛性も試験結果に影響します。例えば、他の条件がすべて同じであれば、一般的に1/4インチ厚のスチールと1/8インチ厚のスチールを比較すると、テスト値はより高くなります。
主な問題は、試験方法の再現性の欠如である。ASTM D4541の6.1.1項では、試験面積を統計的に分類するためには、通常at 3回の再現が必要であるとしている(1,000平方フィートあたり1回の試験という業務要件と比較して)。SSPC-PA 2と同様、目的は統計的に分類することであり、低い値を探して見つけることではない。
ASTM D4541-02には精度に関する項目があり、実験室での試験結果(実験室内-同じ実験室で行われたもの、実験室間-異なる実験室間の比較)の予想変動幅を示した表があります。変動は3つの異なる形式で表示されます。1つ目は変動係数で、サンプルのstandard の偏差を平均値(アベレージ)で割った小数値またはパーセンテージで表されます。2つ目は自由度で、これは標本のt分布に関係する。(統計学者が大好きな用語です。ありがたいことに、3つ目のアプローチはより簡単で、コーティングの専門家にも受け入れられやすいものです-最大許容差率。
この表から、測定器の種類によって、2つの値の許容差が約25%から58%であることがわかります。これは、この試験がかなり変動しやすいことを明確に示していますが、例を挙げると分かりやすいでしょう。同じ実験室で使用されるIV型測定器の場合、ASTM D4541-02の表1は変動係数を8.5%、自由度を48、最大許容差は29%としています。2つの試験結果に対するパーセントの差は、以下の簡単な式で求められます。
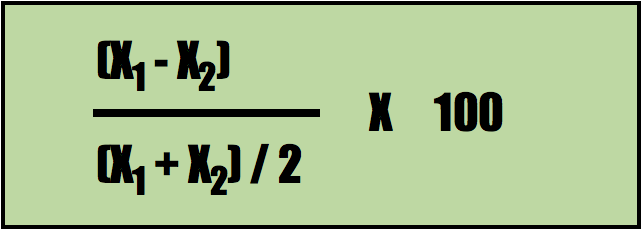
ここで、2,100psiと1,600psiという2つの試験値について考えてみましょう。これを式に代入すると、結果は27%となり、ASTMの表で示される最大許容差の29%より少なくなります。この試験方法の精度は非常に低く、2,100 psiと1,600 psiのどちらの値も正しいとは言い切れません。わずか数回の測定という非常に小さなサンプリングで、この2つの値は当然、ほとんど同じ結果とみなされるはずです。それは常識では考えられないことですが、それがあなたにとっての精度、あるいはその欠如なのです。
正確さと精度は、多かれ少なかれ同じものであるかのように考えられていることがあるが、実際にはまったく異なるものである。正確さとは、的を射ているかどうかの問題である。精度は再現性と再現性の問題である。例えば、ダーツを投げて雄牛の目を狙うとき、雄牛の目の中心から1インチのところに3本のダーツを投げるが、そのat 正三角形である。ダーツはすべて的の近くにあるが、互いに近くはない。実際、ターゲットの四方にある。対照的に、3本のダーツがすべてダブル20のスロットに入った場合、精度は悪いが、精度は優れている。良い精度と正確さを得るには、3本のダーツをすべてブルズアイに近づけ、かつ互いに近づける必要がある。
各種引張引張試験機の校正は精度よく行うことができる。しかし、この試験法の欠点は、精度があまり良くないことです。実験室内ではあまり精度が良くありません。現場の条件下ではもっと良くなると思ってはいけません。
このプロジェクトで、使用する塗膜の接着力2,000psiという公称値の5%以内に収まるように、引張剥離接着力の最低値を1,900psiと指定することは、材料としての塗膜や試験機器、ASTM D4541standard 試験方法について何も知らなければ、合理的なことのように思える。塗膜の付着力は、鋼鉄の引張強度やコンクリートの圧縮強度とはat 異なります。2,000psiの付着力を持つコーティングは、1,000psiの付着力を持つコーティングの2倍優れているわけではありません。実際、付着力の低い塗膜の方が優れた性能を発揮することもあります。PSIは便利で使い慣れた単位である。コーティングは平方フィート単位で塗布されるかもしれませんが、平方メートル単位で性能が決まったり、失敗したりするわけではありません。魔法の数字を追い求めるのはやめましょう。








