
本稿では、電動工具、すなわちair 、ブリッスルクリーナー、ロートピーンスケーラーによって作成された表面形状を測定するために使用される方法を評価する。 特に、レプリカテープの使用と、3Dイメージング機能を備えたデジタルレプリカテープリーダーを使用した様々な表面のプロファイルの特性評価能力に焦点を当てる。 より具体的には、ASTM D4417に記載されている測定方法が、電動工具によって生成されるプロファイルの測定に適しているかどうかを判断する。
NAVSEAは、ハンドパワー・ツールを表面処理に使用される携帯用自動装置と定義しており、基本的に3つのカテゴリーに分けることができます。
鋼鉄表面の研磨ブラストによって作られた表面形状の測定に関連する規格は数多くありますが、電動工具によって作られた形状の測定に関する研究や指針はほとんどありません。
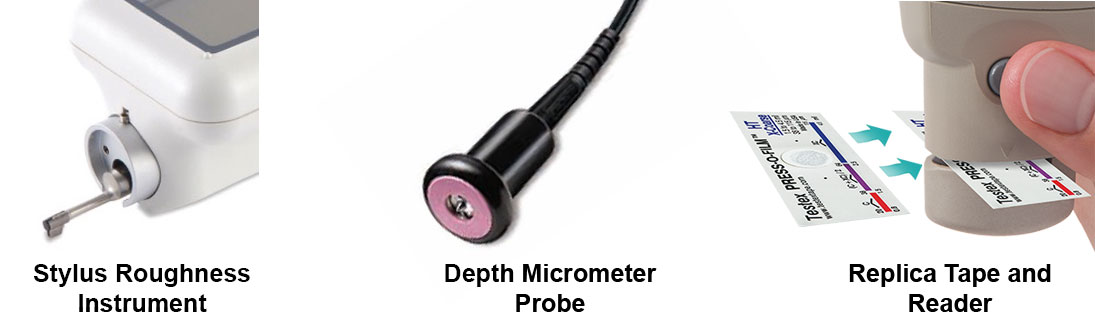
この論文では、表面形状パラメータを決定するための3つの一般的な測定方法を検討し、電動工具で準備された表面に対するそれらの有効性を評価する:レプリカテープを使用したスプリングマイクロメーター、デプスマイクロメーター、触針式粗さ計。この研究では、スチール試験パネル上のair 、ブリッスルクリーナー、ロートピーンスケーラーによって生成されたプロファイルを調べた。
各測定方法は、3つの電動工具で製造されたすべてのプロファイルを測定するのに有効であるかどうか、また、どの電動工具が課題をもたらすプロファイル特性を持つかどうかに注目します。 データの評価、結果のプロット、3Dサーフェスイメージングの使用を通じて、どの測定方法が最も適切であるかを最終的に推奨する予定です。
表面処理は、保護コーティングシステムの性能に直接影響します。 錆やミルスケールをはじめ、汚れ、油、溶解性塩類、グリースなどの表面汚染物質を確実に除去することは非常に重要です。 同様に、表面形状も重要であり、その特性はコーティングの寿命と接着強度に影響します。 そのため、表面形状を評価することは非常に重要な作業となります。
保護膜を塗布する前の鋼鉄表面の洗浄には、電動工具が頻繁に使用されます。 研磨ブラストを施した表面のプロファイルは、レプリカテープ、デプスマイクロメーター、携帯型触針式粗さ計などで日常的に測定されていますが、コーティングの専門家は、air 、ブリッスルクリーナー、ロートピーンスケーラーなどの電動工具で作成したプロファイルにどの方法が最適かわからないことがよくあります。
砥粒による衝撃は、表面全体に複雑でランダムなパターンを生成します。 しかし、電動工具で作られた表面形状は、ピーク・ツー・バレー高さとピーク密度の適切な測定に問題をもたらす反復パターンを示します。
2015年2月に書かれた記事で、D. Beamish2は、レプリカテープを使用してブラスト鋼表面の重要な表面形状パラメータを決定し、これらのパラメータをプルオフ付着強度に関連付ける方法を説明しました。 具体的には、レプリカテープによる測定では、他の測定方法よりも大幅に多くの情報を得ることができ、ピーク密度(Pd)と展開界面積比(Sdr)を決定することができ、これらはプルオフ接着強度に直接相関していることを論じています。 さらに、レプリカテープを用いて測定した表面パラメータは、共焦点顕微鏡や触針式形状測定法などのブラストプロファイルの確立された測定技術と密接な相関があることが示されました。 本論文では、この分析をさらに進め、ブラスト加工されたプロファイルの表面パラメータを測定するだけでなく、さまざまな電動工具で準備された表面全体の表面形状を測定するためのレプリカテープの適合性を判断します。
レプリカテープは、1960年代からブラスト加工された鋼鉄の表面形状を測定するために使用されています。 塗装業界で広く使われているレプリカテープは、非圧縮性のポリエステル基材に破砕可能なプラスチックフォームの層が取り付けられており、厚さは2 mil ± 0.2 mil (50.8 microns ± 5 microns)と非常に均一になっています。 発泡体の厚みはテープのグレードによって異なります。レプリカテープには、レギュラーとオプティカルの2種類と、粗目とX粗目の2つのグレードがあります。 ほとんどの用途では、通常のレプリカテープで十分である。光学グレードのレプリカテープは、テープ表面の3D画像を作成する場合に使用します。 グレードは、0.8~2.5mil(20~64μm)のプロファイルを測定するCoarseと、1.5~4.5mil(38~115μm)のプロファイルを測定するX-Coarseの2つです。
粗面化された鋼鉄の表面に押し当てると、発泡体は表面の印象、つまり逆レプリカを形成する。発泡体は、崩壊前の厚さの約25%まで崩壊することができる。したがって、元の表面の最も高い山がポリエステル裏地に押し上げられると、完全に圧縮された発泡体は横にずらされる。同様に、元の表面の最も深い谷が、レプリカの最も高い山を作り出します。
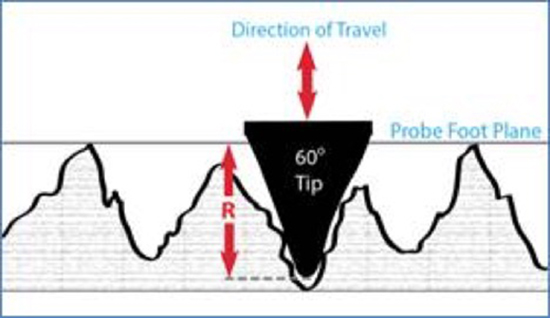
PosiTector RTR Hのようなスプリングマイクロメーターのアンビル間に圧縮テープを置き、非圧縮性ポリエステル基材(2 mil / 50 µm)の寄与を差し引くと、平均最大ピーク・ツー・バレー表面粗さプロファイルの測定値が得られます(図1)。

この表面測定法は、頑丈で比較的簡単、かつ安価であり、評価対象の表面の物理的レプリカを保持することができます。 コーティング業界では、ブラスト加工された表面の山から谷までの高さを測定する最も一般的な方法の1つです。
レプリカテープは、1点または直線測定ではなく、2次元の領域にわたって表面形状を測定するという点で、他の測定方法にはない利点があります。 デプスマイクロメーターの先端が尖ったプローブでは、半径約0.05mm(50ミクロン)の1点を測定し、サンプリング面積は0.007mm2です。触針式粗さ計の典型的なサンプルラインは、長さ12.5mm、幅4ミクロンで、総測定面積は0.05mm2です。レプリカテープの測定面積は31 mm2です。 これは、触針式粗さ計の測定面積の約258倍、デプスマイクロメーターの約4,400倍に相当する。 さらに PosiTector RTR 3Dのような測定器を使用すると、バーン研磨されたレプリカテープのデジタル画像から表面形状の3D画像を作成することができ、ユーザーはコーティングを塗布する前に表面を視覚的に観察することができます。
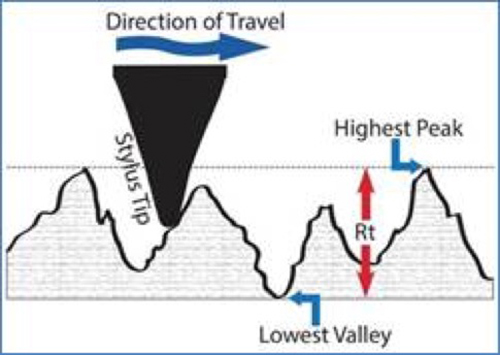
のようなデプスマイクロメーター PosiTector SPGのようなデプスマイクロメーターでは、表面形状の山頂に載る平らなベースと、ベース内部に取り付けられたスプリング付きプローブティップが、形状の谷間に落下します。 図2に示すように、平らなベースは最も高い山頂の上に置かれるため、各測定値は、局所的な最も高い山頂と、探針が投影された特定の谷間の距離となる。 デプスマイクロメーターは、他の多くの測定器の測定範囲を超えるプロファイルの高さを測定できるという利点があります。
ポータブルな触針式粗さ計は、表面を一定at 移動する触針を利用し、その上下運動を記録してRt、すなわち任意の評価長さの中で最も高い山と最も低い谷の間の垂直距離を測定します。 この測定器は、図3に見られるように、スタイラスが表面上を通過する際に移動する垂直距離を測定し、記録します。
通常、所定の評価長を7つのサンプリング長に分割し、測定器は最初と最後のセクションを無視して、各セクションの各サンプリング長内のピーク・トゥ・バレー高さRyを測定する。 残りのRyの平均値を用いて、Rzを算出する。この研究では、RzはRzDINと等しく、ASME Y14.36M7による各サンプリング長における最高峰と最低谷間の距離の平均に等しい。
air 、ブリッスルクリーナー、ロートピーンスケーラーの3つの異なる電動工具を用いて、図4に示す12枚の鋼板を準備した。 これらのパネルには、各グループ内で1から4までのラベルが付けられた。
評価対象は以下のパネルです。

パネルの表面形状は,以下の3つの装置で評価した。
各機器を用いて、以下の要領でテストを実施した。
1. 各パネルのRzとRpcを測定するために、ポータブル触針式粗さ計を使用した。 各パネルの5at 3回のトレース測定を行い、各トレース測定の評価長は12.5mm、サンプリング長は2.5mmとした。
a. 測定位置の詳細は,図 1 に示す。 毛材クリーナーのパネルでは,トレース測定値 2 と 4 はバイアスの方向にあり,トレース測定値 1,3 および 5 はバイアスの方向に反していることに注意する必要がある。 ロートピーン・スケーラー用パネルでは,トレース測定値2と4はバイアス方向に対して,トレース測定値1,3,5はバ イアス方向である。

2. Rtを測定するために、デジタル深度マイクロメーターを使用した。各パネルの5at 10回測定し、パネルあたり合計50回測定した。 D4417に従い、1箇所あたり10回の測定が行われた。 この試験では5ヶ所を使用し、5ヶ所の10回の測定値の最大値を記録し平均した。 50個の個々の測定値の平均値も記録された。 サンプリング位置の詳細は図2に示す:

3. デジタルレプリカテープリーダーとイメージャーでレプリカテープを使用し、HLとPdを測定した。 1パネルにつき4回の焼付けを行った。 3枚は通常のレプリカテープ(粗目とX粗目)、1枚は光学式レプリカテープで測定された。 測定位置は図3に示す通りである。

1. 結果にはパターンが見られた。表面の画像を調べると、ブリッスルクリーナーとロートピーンスケーラーで準備した表面には、方向性のある筋が見られた。触針式粗さ計でこの方向性の偏りのある方向と偏りに逆らって測定した結果、表面パラメータに明らかな違いがあることが確認された。 さらに、air 調製した表面の画像から、明確な山と谷がほとんどないことがわかり、デプスマイクロメーターが真の山から谷までの高さを十分に捉えていない可能性が推測された。 偏り/ピーク密度を考慮した測定技術を改良すれば、結果は改善されるだろうという仮説が立てられた:
a. ブリスクリーナー/ロートピーンスケーラーで作成したパネルには方向性の偏りがあり、携帯用触針式粗さ計には難しいことが分かりました。 測定値が偏りに依存するため、携帯用触針式粗さ計は適切でない可能性があります。 電動工具で洗浄した表面を測定するための初期仕様(D7127)では、偏りやピークの密度が考慮されていません。 このため、表面形状に関する報告値が過小または過大になる可能性がある。 意味のある結果を得るためには、バイアスの方向に取られた読み取り値を無視するように試験方法を修正することが必要です。
b. air 針スケーラーで作製したパネルは、ピーク密度(ピーク周波数)が非常に低いことが観察された。 デプスマイクロメーターによる測定回数を増やすことで、この頻度の低下を考慮し、より正確な結果を得ることができるかもしれないと提案された。 この仮説を評価するため、第2ラウンドのテストが行われ、5か所すべてで1か所あたり20回の測定が行われ、パネルあたり合計100回の測定が行われた。 5つの最大値の平均が報告された。
2. その結果、レプリカテープは3つの電動工具で作られたプロファイル全てに使用できることがわかった。デジタルレプリカテープリーダーで得られた結果は、他の機器で課題となる偏りや密度の影響を大きく受けず、試験方法を修正する必要がなかった。
3. デプスマイクロメーターの結果では、5箇所の最大値の平均を使用することで、50個の個々の読み取り値の平均と比較して、他の測定方法による結果とより近い相関を持つ結果が得られました。
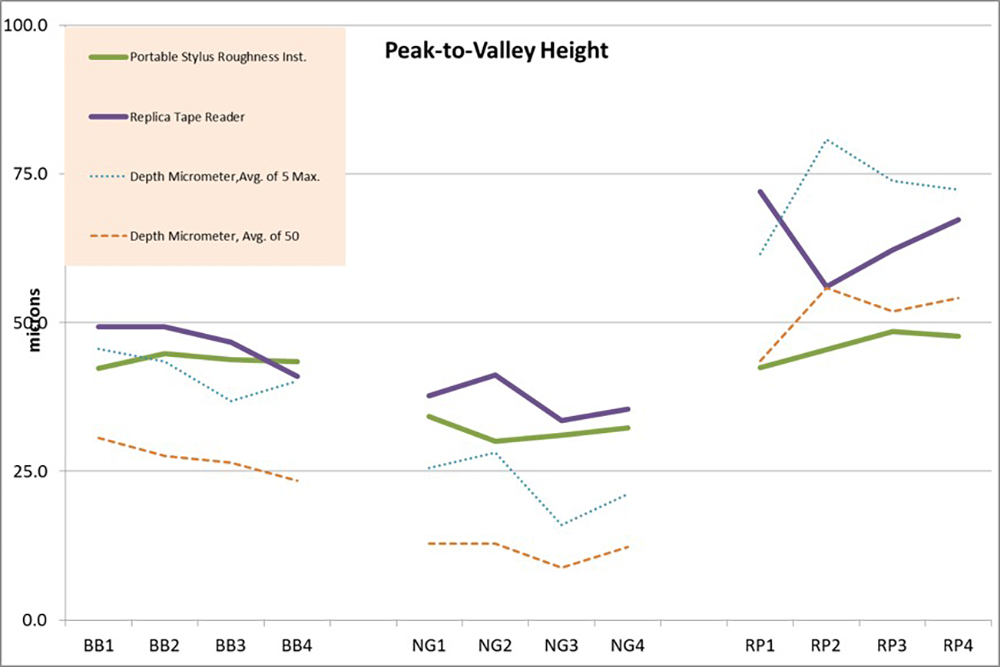
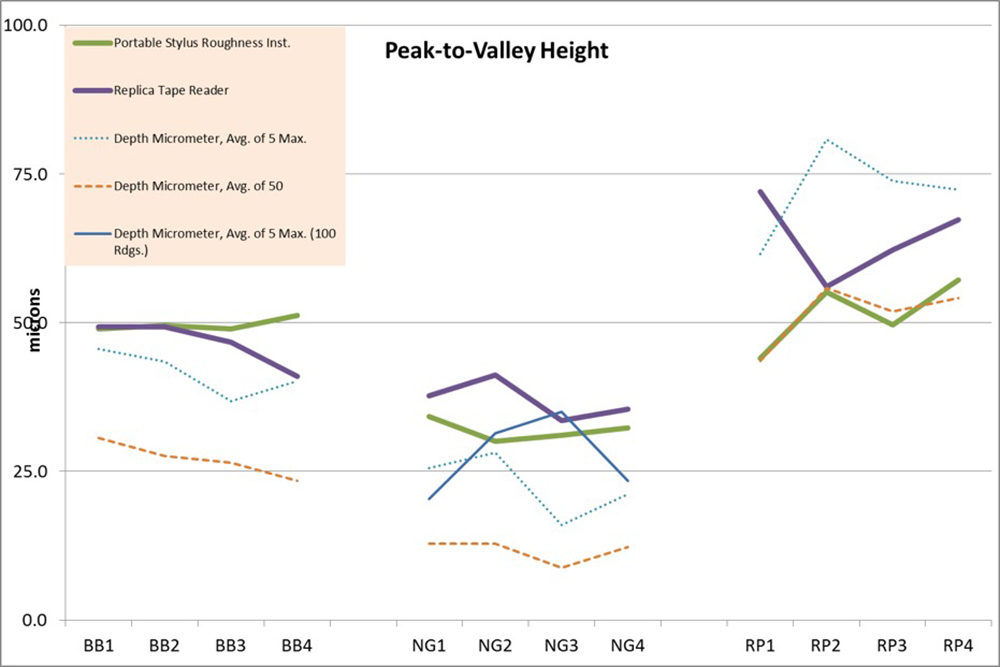
図1は、3つの測定方法の初期結果を示したものである。 デプスマイクロメーターの結果は、全50回の読み取り値の平均と、5回の最大値の平均の両方で示されている。 工具が作り出す特性は、いくつかの測定ツールに課題を与え、その結果の一貫性を失わせることが観察された。
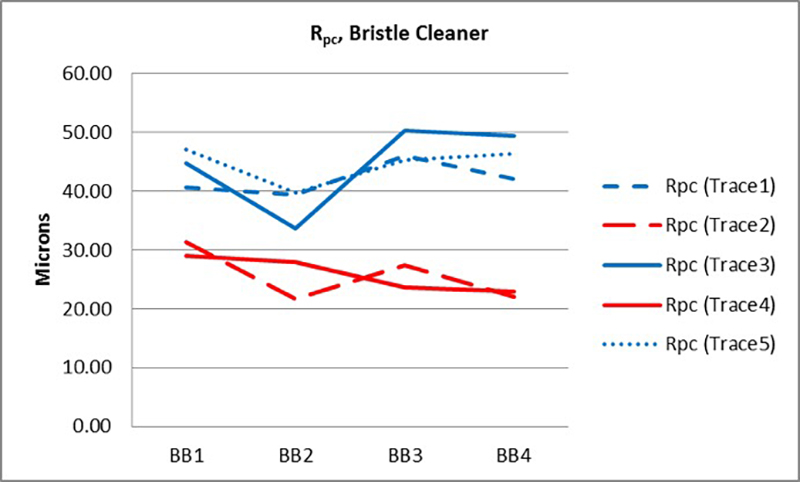
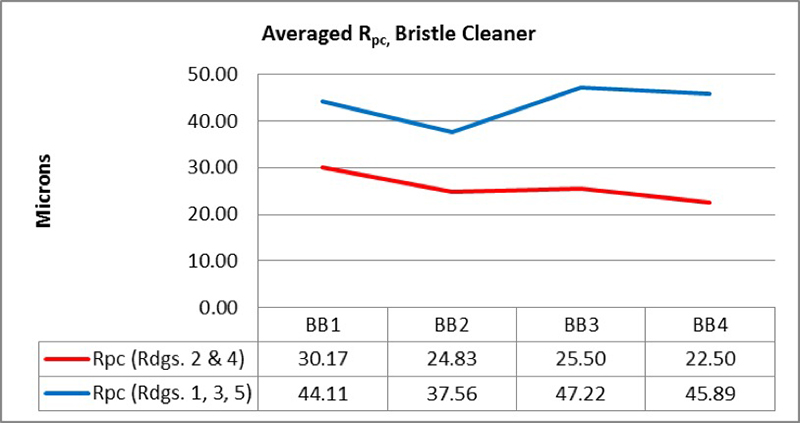
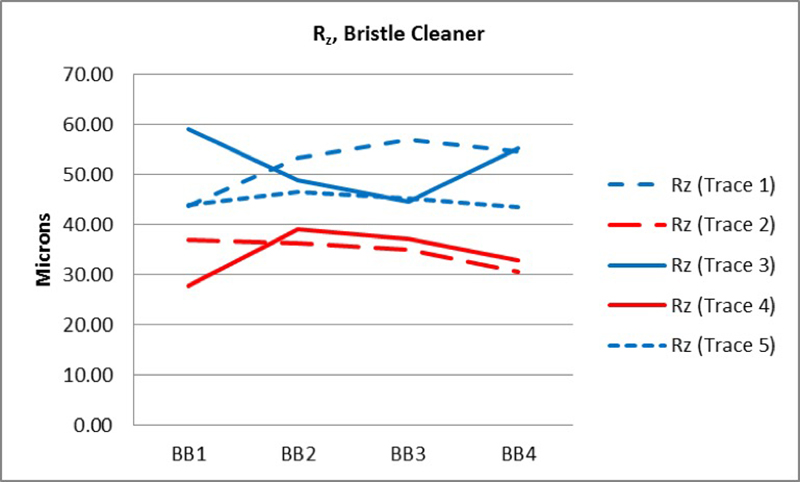
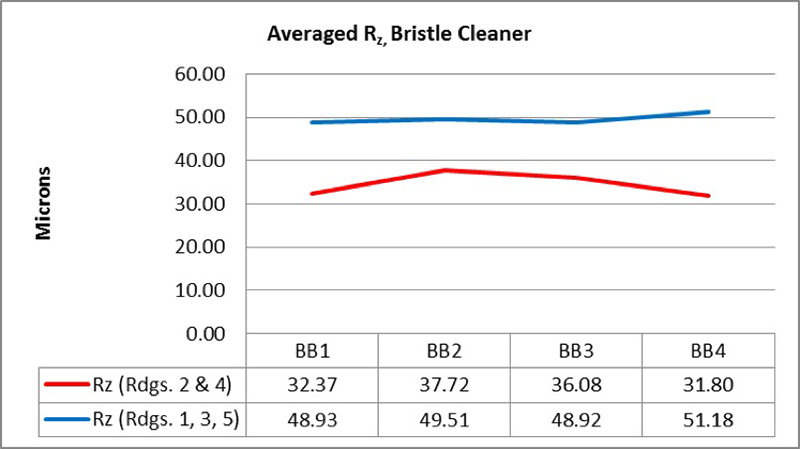
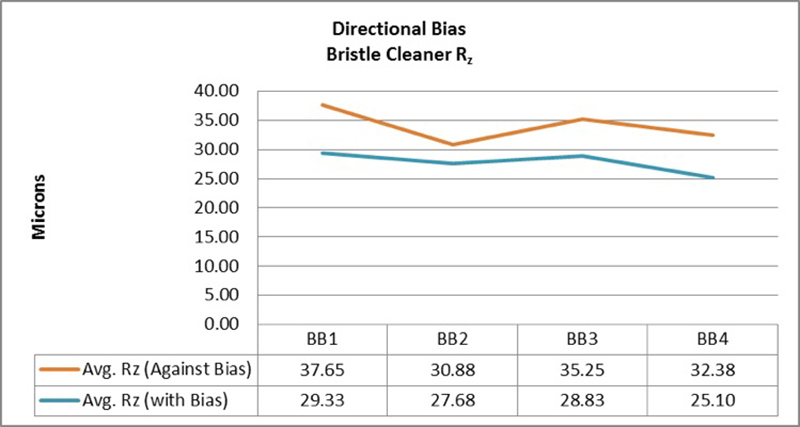
以下のチャートがそれを示している。 個々の痕跡は図表2と図表4に示されている。 毛材クリーナーのパネルでは、読み取り値2と4は、読み取り値1、3、5よりもすべてのパラメータで一貫して低い値であった。 測定値2と4はバイアスの方向(赤で表示)、測定値1、3、5はバイアスを横切って(青で表示)測定された。 図3、図5は、バイアスのかかった状態で撮影されたすべてのトレースを平均化した結果と、バイアスをまたいで撮影されたすべてのトレースを平均化した結果を示しています。
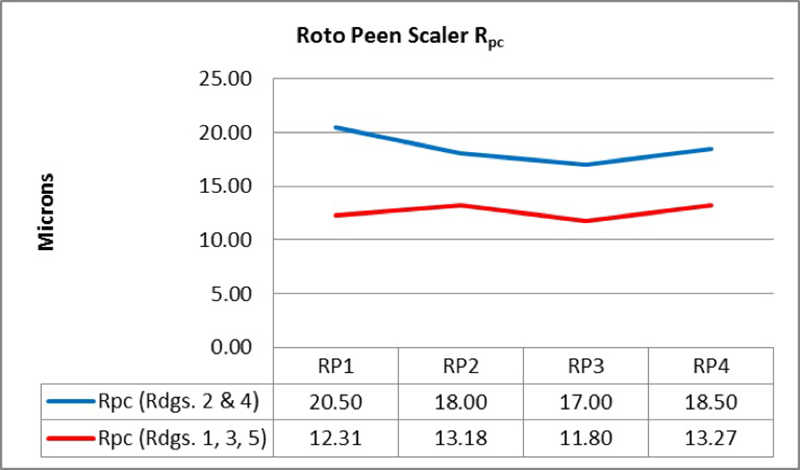
ロートピーン・スケーラー・パネルについては、個々のトレースを図表6と図表8に示す。 測定値2と4は、測定値1、3、5よりもすべてのパラメータで一貫して高い値を示している。 2と4はバイアスの方向に沿って測定され(青で表示)、1、3、5はバイアスに沿って測定された(赤で表示)。図7と図9は,バイアスのかかった状態で撮影したすべてのトレースを平均化した結果と,バイアスをまたいで撮影したすべてのトレースを平均化した結果を示しています。



3種類のパネルのピーク密度を比較したところ、図表10に見られるように、air 他のパネルよりも著しく低い測定値を示した。
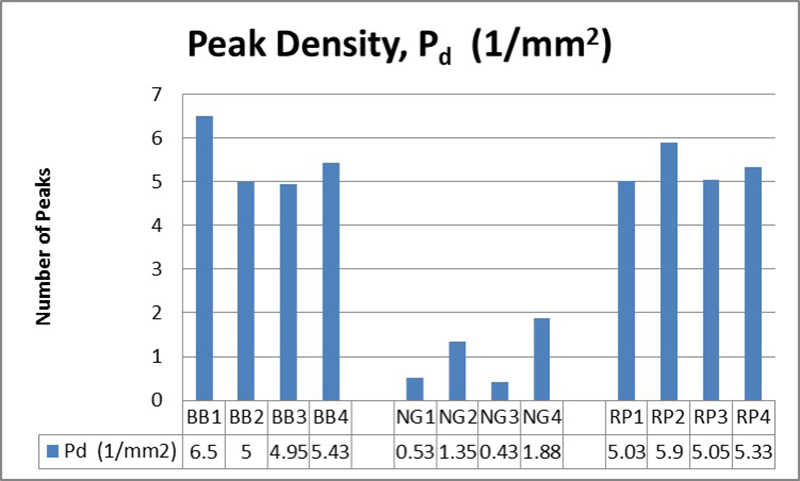
密度が低いため、深度計が最も低い谷に設置される確率が低くなり、深度計の測定値に悪影響を及ぼす可能性があるという仮説が立てられた。
測定方法の比較では、電動工具の表面や測定方法の中で、レプリカテープが最もバイアスやピークカウントなどの影響を受けにくいことが初期段階で確認されました。
試験終了後、データを分析したところ、携帯型触針式粗さ計で得られた結果は、パネルの方向の偏りに大きく影響されているようです。 これは、毛材クリーナーで処理したパネルで最も顕著に見られ、ロートピーンスケーラーで処理したパネルでは、その程度は小さくなりました。
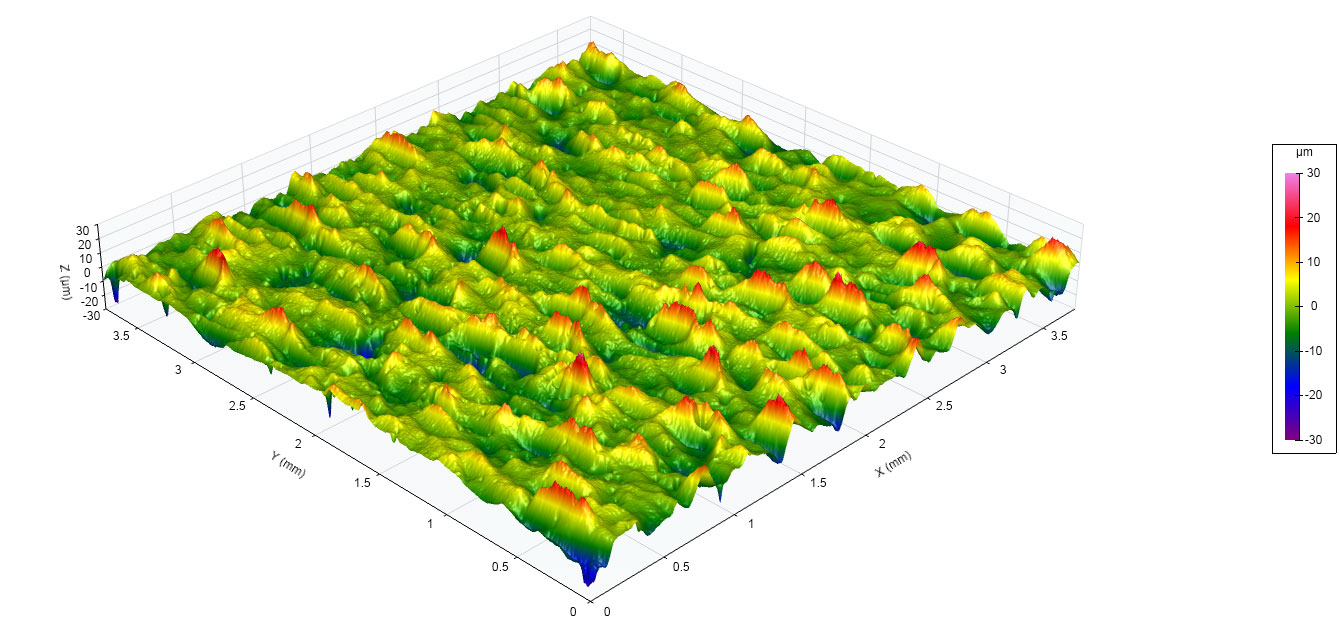
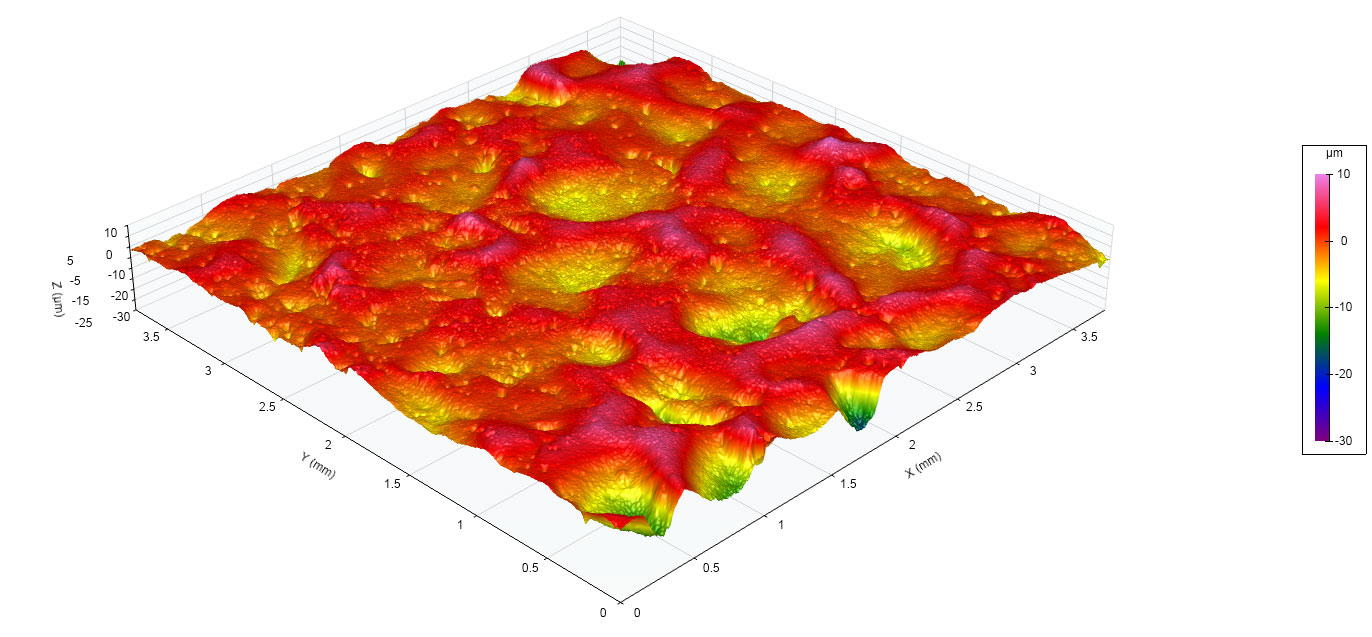
ブリスクリーナーで処理された表面の最初の3D画像(図6)は、ブリスクリーナーがパネルに塗布された方向に対応する左から右への筋を示し、本質的にその一般的な方向に並ぶ谷および/またはピークを作る。 2つ目の3D画像は、ロートピーン・スケーラーの表面で、同様の特徴が見られます(図7)。

触針式粗さ計で得られる結果に及ぼす影響を確認するため、方向性の偏りに特に注意を払いながら、ブラシクリーナーで準備したパネルについて追加のテストを行った。
この追加テストは、バイアスがかかった状態で4回測定し、ブリスクリーナーによって作られたバイアスを横切る形で4回測定することで行われた。 そして、2つの値、RpcとRzを水平方向と垂直方向の試験で比較した。 その結果を以下の図11と図12に示します。
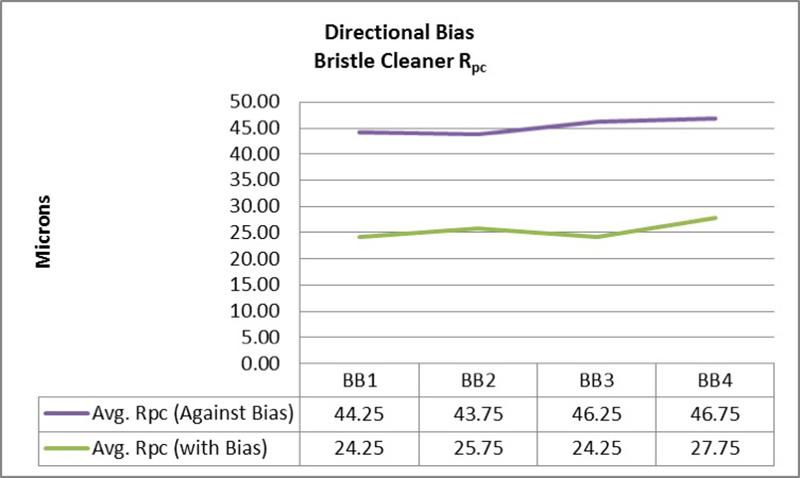
バイアスのある方向とバイアスを横切る方向で測定したところ、明らかに異なる結果が得られた。 この方法で測定した場合,方向性の偏りが考慮されないか,あるいは知られていないと,表面の特性評価が不適切になる可能性がある。 これは、コーティングの不正確または不十分な適用につながる可能性がある。 レプリカテープやデプスマイクロメーターによる測定は、方向性の偏りによる影響を受けませんでした。
方向性の偏りに対処する方法が記載されているかどうかを判断するために、毛髪洗浄機とローターピースケーラの製造者の取扱説明書を参照した。 どちらのマニュアルにも、方向性の偏りや表面筋の発生について説明した具体的な指示は見つからなかった。 ロートピーンスケーラの取扱説明書には、表面処理に関して、"均一なピーニング範囲を確保するために、円運動または振動運動を全領域に渡って使用する "と記載されている。
しかし、方向性の偏りに対処したり、その発生を防止するような使用方法、提案はありません。
測定の結果、air 製造されたパネルは、他の電動工具で製造されたパネルと比較して、ピーク密度が低いことが示された。 ピーク密度が低いと、デプスマイクロメーターが真のピークから谷までの高さを見つけることが難しくなる。 これは、マイクロメーターの先端がプロファイルの最低点に直接着地する統計的確率が低くなるためである。 測定器がプロファイルの最低窪みを見つけない限り、結果は誤って低くなる。 air 作成した表面の3Dレンダリングを図8に示す。 表面には明瞭な山や谷がほとんどなく、ほとんどが丸みを帯びた平坦な形状であることがよくわかる。
レプリカテープのデジタル画像処理でピーク密度が低いことを確認した後、デプスマイクロメーターの測定回数を増やすことで、より正確にピークからバレーの測定ができると判断した。この仮説を検証するために、各スポットの読み取り回数を2倍の20回に増やし、パネル1枚あたり合計100回の読み取りを行いました。 測定回数を2倍にすることで、図13に示すように、触針式粗さ計とレプリカテープで測定した結果をより忠実に再現することができました。

調査した4枚のパネルのうち3枚については、スポットあたりの深度マイクロメータの測定回数を2倍にすることで、触針式粗さ計やレプリカテープとより密接に相関した値が得られる結果となりました。ここでは調査しなかったが、スポットあたりの読み取り回数をさらに増やすことで、他の方法との整合性がより高い読み取り値が得られる可能性がある。
触針式粗さ計もピーク密度が低いと同様の影響を受けるという仮説があります。 しかし、触針式粗さ計はデプスマイクロメーターよりも広い面積を測定するため、この広い測定面積が最大ピークと最小谷間を捉えるのに十分である可能性がある。いずれにせよ、air 処理した表面では、ピークと谷の数が少ないため、真の最大ピークと谷のプロファイル高さを見つける確率は低くなります。
レプリカテープによる測定は、他の測定方法による測定と異なり、方向の偏りやピーク密度の影響を受けなかった。 この方法は、電動工具で洗浄した3つの表面すべてにおいて、一貫した結果を得ることができました。
方向性バイアスの影響を受けるパネルでは、レプリカテープの測定領域は、バイアスの両方向のパターンを捉えます。HLはエリア全体の最大山谷高さとして測定されるため,バイアスは影響しない. このため、レプリカテープによる測定結果は、より表面を代表しており、意味のある結果を得るために測定方法を修正する必要はありませんでした。
同様に、レプリカテープの測定もピーク密度の悪影響は受けなかった。 レプリカテープの測定領域は、山と谷の間の水平距離よりも大きいため、密度の低下は要因になりませんでした。 この場合も、レプリカテープの測定面積が大きいため、マイクロメーターや触針式粗さ計よりも代表性の高い測定値が得られました。
方法 C のレプリカテープと スプリングマイクロメーターは,主にサンプリングされた表面積が他の方法よりも大きいため,3 種類の工具で作られた表面を最も正確に測定することができた. レプリカテープの測定面積の増大は、他の測定方法に悪影響を及ぼす電動工具で作られた表面の特性を説明するものであった。
電動工具によって形成された表面には、表面形状測定方法を選択する際に考慮しなければならない特性があります。表面に方向性のある条痕(バイアス)を残す工具は、携帯用触針式粗さ計を使用した場合、表面形状パラメータの測定が不正確になる可能性があります。 ピーク密度の低い表面形状になる工具は、規格(ASTM D4417)では想定されていないため、その試験方法に従ってデプスマイクロメータを使用すると、低いピーク・トゥ・バレー測定値が報告されます。 これらの特性を考慮しないと、不正確な結果になることがあります。
電動工具で加工した表面に携帯用触針式粗さ計とデプスマイクロメータを使用する場合は制限がありますが、測定方法に変更を加えることで、これらの機器を使用して効果的に表面を測定することができるようになります。方法Dの触針式粗さ計は、バイアスのみを測定するように注意しなければ、これらの表面の表面形状を測定するのには適していませんでした。 方法Bの深度マイクロメーターの測定結果は、低いピーク密度を考慮し、測定回数を増やすことで結果が改善されることを示唆していました。
さらに、B法深度マイクロメータの結果は、5箇所の最大値の平均を使用すると、50個の個々の読み取り値の平均を使用する場合と比較して、他の測定方法の結果とより密接に相関する結果をもたらすことが明らかに示された。 これは、この方法が最初に提案されたD. Beamish9による "Surface Profile - A Comparison of Measurement Methods "など、同じ調査結果で行われた他の研究を裏付けるものである。
図14は、方向性の偏りと低いピーク密度によって生じる誤差を考慮した調整を行った後の、すべての測定方法における結果を示しています。ブラシクリーナーとロートピーン・スケーラーで作成したパネルでは、バイアスのある方向の測定値を削除することで、方向性のバイアスが考慮されました。 この結果,ブリストルブラスト処理したパネルでは,レプリカテープの測定結果に平均 13.2%近く,ロートピーニング処理したパネルでは,レプリカテープの測定結果に平均 8.9%近く近づくことができました.
air 低いピーク密度は、1箇所あたり10回と20回の読み取りで結果をプロットし、5箇所の最大値の平均を報告することで説明した。 そうすることで、デプスマイクロメーターによる測定値は、ポータブル触針式粗さ計による測定値と15.9%、レプリカテープによる測定値と14.2%近い相関を示しました。
しかし、レプリカテープの結果は、表面効果を修正することなく、測定したままの状態で表示されます。 テープの修正なしの結果は、他の測定方法と遜色ないことがわかる。
これらの結果は、レプリカテープが複数の電動工具によって作られた表面を横断的に測定するための、よりシンプルで効果的なソリューションであることを強く示唆している。 レプリカテープは、偏りやピーク密度について特別な配慮をする必要がない。また、電動工具の形状効果を考慮する必要がある他の測定方法とは異なり、レプリカテープの測定結果はそのまま使用することができる。
塗装業界では、鋼鉄基材に施されたブラスト洗浄のプロファイルを評価する研究が盛んに行われています。
ISO 8503-5-塗料および関連製品塗布前の鋼鉄下地処理-ブラスト洗浄された鋼鉄下地の表面粗さ特性-第5部:表面形状測定のためのレプリカテープ法3
ISO 8503-5は、塗料および関連製品を塗布する前の鋼鉄基材の準備と、ブラスト洗浄された鋼鉄基材の表面粗さ特性について説明しています。
1 スコープ
この文書では、ISO 8504-2 に示されるブラスト洗浄方法のいずれかによって生じる表面形状を測定するための現場方法を説明します。この方法は、レプリカテープと適切なゲージを使用して、塗装またはその他の保護コーティングを施す前の表面の粗さを現場で測定するものである。
この方法は、レプリカテープのグレード(または厚み)に応じて、プロファイルの高さの範囲内で適用されます。現在市販されているグレードでは、20μmから115μmの平均ピーク・トゥ・バレー・プロファイルの測定が可能です。この方法は、研磨剤で洗浄された表面にも有効です。
ASTM D7127-Standard 携帯用スタイラス装置を用いた研磨ブラスト洗浄金属表面の表面粗さ測定用試験方法4
ASTM D7127は、携帯用スタイラス計器によるブラスト洗浄された金属表面の表面粗さの測定について述べています。
1.対象範囲
1.1 この試験方法は、研磨ブラストによって塗装のために準備された表面の粗さ特性を測定するための工場または現場での手順について説明する。この方法は、携帯用スキッド式又は非スキッド式触針式プロファイルトレーシング装置を使用する。測定される特性は以下の通りである。RtとRpc。購入者と販売者の合意により、プロファイルの高さ(Rmax および/または Rz)の追加の測定値も得ることができる。
NACE SP0287-レプリカテープを用いた研磨ブラスト洗浄鋼表面の表面形状の電界測定5
NACE SP0287は、ブラスト洗浄された鋼鉄の表面形状を測定するための1つの手順について説明し、その特徴付けを行っています。この測定技術では、表面形状を再現するテープを使用します。表面形状を測定する他の一般的な方法については説明されていません。
1.1 このstandard は、セクション 2 に定義されているように 38~114μm(1.5~4.5 mils)の表面形状を有する研磨ブラスト研 磨された鋼鉄表面の現場測定手順について説明するものである。
ASTM D4417-Standard ブラスト洗浄した鋼鉄の表面形状を現場で測定するための試験方法
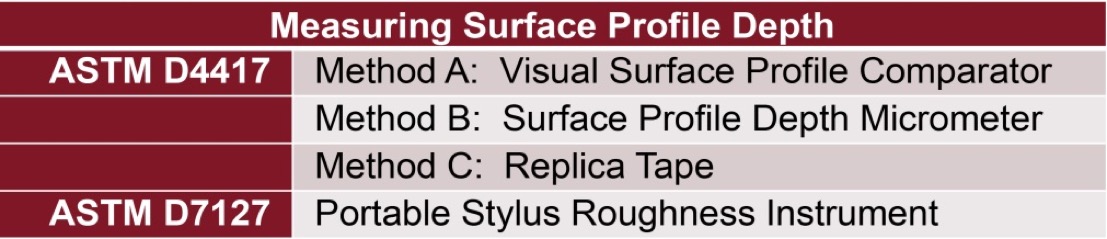
ASTM D4417では、ブラストされた鋼鉄表面の表面形状を評価するための3つの方法を以下の表1に記載しています。
1.対象範囲
1.1 本試験方法は、実験室、現場、または加工工場における研磨ブラスト洗浄表面のプロファイルを測定するための技 術の説明を対象とする。
SSPC PA 17-プロファイル準拠の判定6
SSPC PA 17は、表面形状要求事項への適合性を判断するための追加ガイダンスを提供する。ASTM規格が測定方法を説明しているのに対し、SSPC PA 17は測定場所と測定頻度に重点を置いています。
これらの業界標準には、電動工具で洗浄した表面を評価するための手順や記述がほとんどありません。 電動工具の使用がより一般的になるにつれて、これらの表面を評価するための最良かつ最も正確な方法を決定することがますます重要になってきています。
これらの規格の中で、電動工具で準備した表面を評価する方法については、1つだけ言及されています。ASTM D4417-14の1.2項には、"電動工具を使用して作成されたプロファイルの測定には、方法Bも適切である場合があります "と記載されています。
規格や指針がないため、ASTM D4417 Method Bがすべての電動工具の表面に最適な方法であるかどうか、または表面を測定するための他のより動的なソリューションが存在する可能性があるかどうかに関する情報はほとんど存在しません。 電動工具で処理された表面は、ブラスト洗浄された表面には存在しない特性、すなわち方向性の偏りと工具間のピーク密度のばらつきを示します。 これらの特性が特定の測定方法に及ぼす影響については、あまり知られていません。
1 ASTM D4417 "Standard Test Method for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428).
2 D . Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, February 2015, pp.1 - 6.
3 ISO 8503-5「塗料および関連製品の塗布前の鋼鉄基材の前処理-ブラスト洗浄された鋼鉄基材の表面粗さ特性-第 5 部:表面形状の決定のためのレプリカテープ法」(国際標準化機構(ISO)、1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland.)
4 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using Portable Stylus Instrument1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428).
5 NACE Standard SP0287、「Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape(レプリカテープを用いた研磨ブラスト洗浄鋼表面の表面形状の実測)」。(テキサス州ヒューストン: NACE, 2016)
6 SSPC-PA-17 "Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements" (SSPC: Society for Protective Coatings, 800 Trumbull Drive, Pittsburgh, PA 15205, USA) (鋼材のプロファイル/表面粗さ/ピークカウント要件への適合性を判断するための手順)。
7 ASME Y14.36M 1996 "Surface Texture Symbols" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)を参照。
9 D . Beamish, "Surface Profile - A Comparison of Measurement Method", DeFelsko Corporation, January 2013.

.jpg)



