
鋼鉄の表面は、保護膜を塗布する前に、研磨剤や電動工具で頻繁に洗浄されます。その結果得られる表面形状を正確に評価し、作業や契約の仕様に適合していることを確認する必要があります。
しかし、プロファイルの高さ(最も一般的に測定されるパラメータ)だけで、長期的な塗膜性能の良い指標となるのでしょうか?
本論文では、多数のプロファイルを引き剥がし粘着力で比較した最近のテストについて報告する。シンプルで低価格のフィールドデバイスを使用し、1つのレプリカテープ測定から3つのプロファイルパラメータ(プロファイル高さ、ピーク密度、現像表面積)を得た。試験面は複雑で高価な3D顕微鏡で再測定され、結果はレプリカテープの結果と比較された。
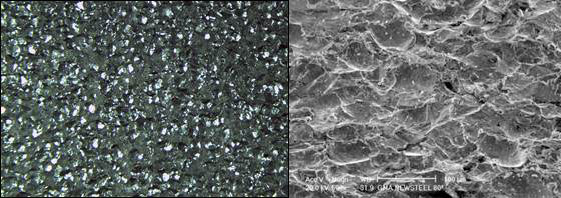
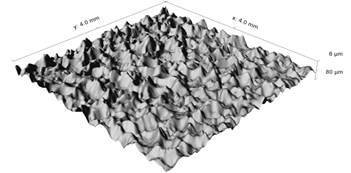
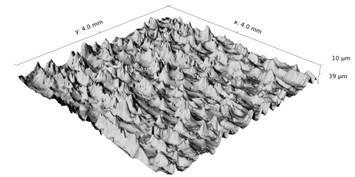
鋼鉄表面のブラストおよび電動工具による研掃は、以前のコーティング、ミルスケール、錆および汚染物質を除去します。また、表面を粗くしてコーティングの接着を向上させます。結果として生じる表面形状(アンカーパターン)は、山と谷の複雑なパターンからなり、作業または契約仕様への準拠を保証し、コーティングプロジェクトを確実に成功させるためには、正確に評価する必要があります(図1)。
一般に、これらの表面の性質は、長期的なコーティング性能を予測することができると考えられています。ブラスト表面の特性には,ピーク高さ,ピーク密度,展開表面積,角度,鋭さ,および形状が含まれる。現在では、ピーク高さ(H)のみが一般的に測定されています。この高さが不十分な場合は塗料が付着しません。高すぎると、「谷」を埋めるためにさらに塗料が必要となり、高い山は塗料を突き破って腐食の原因となることがある。
初期の特性評価方法は、比較のためにブラスト表面に置かれた視覚的な標準から成っていました。現在でも使用されていますが、この定性的な解決策は、現場または研究室での使用を意図しているかどうかによって価格と複雑さが異なる定量的な測定装置にほぼ取って代わられています。現在、最も一般的な現場での方法は、深度マイクロメーターやレプリカテープを使用してプロファイルの平均ピーク・トゥ・バレー高さを測定することです。
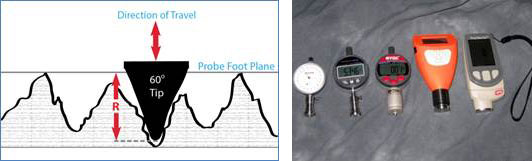
深度マイクロメーター表面形状測定機は、表面上に置かれる平らなベースと、表面形状の谷間に落下するスプリング付きのプローブを備えています。平らな台座は最も高い山の上にあり、したがって各測定値は、最も高い局所的な山と、先端が投影された特定の谷との間の距離となります。一般的に平坦な表面を対象とするため、これらの装置には、他の多くの装置の測定範囲を超える大きなプロファイル高さを測定できる利点があります(図2)。
本論文の焦点であるレプリカテープは、表面を特徴づけるものとして古くから知られている。シンプルで比較的安価であり、特に曲面において有効である。その操作方法は、ASTM1 D44172、ISO 8503-53、NACE RP02874、AS 3894.55を含む多くの国際規格に記載されている。
レプリカテープは、圧縮性のある発泡体を非圧縮性のポリエステル基材に2 mil +0.2 mils6 (50.8 microns + 5 microns)の厚さで貼り合わせたものである。粗面化された鋼鉄の表面に押し付けると、発泡体が潰れて表面の印象が形成されます。圧縮されたテープをマイクロメーター厚み計のアンビル間に置き、非圧縮性の基材(2ミルまたは50.8ミクロン)の寄与分を差し引くと、表面のプロファイル高さの測定値が得られる(Fig.3)。

1974年、Keaneら7は、ブラスト洗浄によって塗装用に準備された表面は、ピークから谷までの距離(H)の測定だけでは完全に説明できないと記した。彼らの論文は、H以外にもう1つの重要なパラメーター、すなわち単位長さ当たりのピーク数(ピークカウント-Pc)または単位面積当たりのピーク数(ピーク密度-Pd)があることを示唆する現場経験を裏付けていた。この論文では、接着表面積を増やすだけでなく、定義された領域内のピーク数を増やすと、その領域の角度が大きくなると説明している。これにより、塗膜には引っ張り(引き剥がし)応力よりも剪断接着応力がかかることになる。剪断応力は引張応力よりも常に高いため、これにより塗布された塗膜の接着強度が向上する。もちろん、塗布された塗膜は表面の100%を濡らす必要がある。
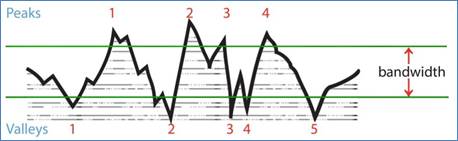
図4は、コーティングの性能を理解する上で、なぜピーク高さとピーク密度の両方が重要であるかを示す簡略化した例です。この2つの表面は異なる形状をしていますが、高さの測定値は同じです。接着可能な表面をより明確に把握するためには、ピークカウントの測定値も取得する必要があります。さらに、両方の測定値から、研磨ブラスト処理による表面積の増加を調査することが可能です。

ピーク密度の測定が腐食産業にとって重要であることは間違いないが、今までの問題はピークカウントの測定が容易でなかったことである。
2005 年 6 月、Roper らによる重要な論文8が、ピークカウントを制御することができ、ピーク高さと同様にコーティング性能に影響を与えることが報告されました。その結果、ASTM D71279 が作成され、同年に出版されました。
翌年のフォローアップ記事では、「幅広い種類のstandard 工業用コーティングで表面を完全に濡らす最適なスチールプロファイルは、プロファイル高さが 2 ~ 3 mil(50 ~ 75 ミクロン)、ピーク数が 110 ~ 150 ピーク/インチ(40 ~ 60 ピーク/cm)である」と結論づけています。「特定のコーティングに最適なピークカウントは、そのレオロジー特性に依存します。 コーティング性能を最適化するためにピークカウントを調整する一般的なルールは、その作業に適した最も小さくて硬い研磨材を使用することです」と説明しています。均一な表面を得るには、ブラスト技術と研磨剤の粒子径を制御します。コーティングは、表面を完全に濡らすことができなければなりません」10。
著者らは、at 最高の現場測定器であった触針式粗さ計を腐食産業で使用し、ピーク高さとピーク密度の両方の重要なプロファイル情報を提供することを推奨した。
スタイラス式粗さ計は、表面を横切るスタイラスの上下の動きを記録します(図5)。この測定器は、ISO11 428712に準拠したRtと呼ばれる高さパラメータを測定し、0.5インチ(12.5 mm)以内の任意の評価長における最高峰と最低谷の間の垂直距離を算出します。5つのトレースを作成し、Rt値を平均化することで、最大ピークと谷の距離の平均値を得ることができる。
2011年のASTMラウンドロビン研究13では、触針式粗さ計で測定したピーク・トゥ・バレー高さRtは、深さマイクロメーターとレプリカテープで測定したHと密接な関係があることが判明しました。

しかし、触針式粗さ計でピークの高さとサンプリング長に沿ったピークの数の両方を測定できるのであれば、なぜ腐食産業はその採用を遅らせてきたのでしょうか。
この消極的な姿勢は、経済的かつ実用的な理由に基づいていると思われます。スタイラス式粗さ計は、正確に校正されたスタイラスに依存しており、多くの場合、装置本体から離れたところにあるため、本質的に壊れやすいものです。また、セットアップや操作が複雑で、コーティング業界ではあまり関心のない粗さパラメータを数多く報告します。これらすべての要因が、潜在的なユーザーを思いとどまらせているようです。
他にどのような測定方法があるのでしょうか? 腐食業界では、決定的な測定装置は、白色光干渉法、焦点変動顕微鏡法、共焦点レーザー顕微鏡法、原子間力顕微鏡法などの実験室の方法を使用しなければならないと考えられているのが通説です。しかし、これらの強力な装置は、複雑なブラスト加工された表面を測定する場合には問題があります。また、デッドバンド領域、面積スケールプロット、複雑スケール解析、フィルター、スティッチング、空間領域パッチサイズなど、地形解析のための無数のテストパラメータを設定するために、幅広いトレーニングが必要です。
腐食の専門家が知りたいのは、コーティングを施すのに適した表面があるかどうかということです。表面は適切に準備されているか?顧客に受け入れられるかどうか?このような専門家は、測定可能な目標と、その目標を達成するための調整可能なブラストパラメータを求めています。
そのため、腐食産業用に特別に設計され、ピーク高さ(H)とピーク密度(Pd)の両方の測定が可能で、検査員が表面処理中の塗膜性能をより有意義かつ機能的に相関して予測できる、手頃で堅牢な現場測定器が望まれています。
その解決策はレプリカテープにある。Testex 得られた表面レプリカには、マイクロメーターで測定したピーク高さよりもはるかに多くの情報が含まれていることはあまり知られていない。デジタル画像処理によって、重要なデータが得られるのだ。
レプリカテープは、1960年代後半からブラスト加工された鋼鉄のプロファイル測定に使用されています。その操作方法は、ASTM D4417、ISO 8503-5、NACE RP0287を含む多くの国際規格に記載されています。他の方法と比較して、この方法は堅牢で、起動コストが比較的低く、再現性が高く、評価する表面の物理的レプリカを保持するオプションがあるという利点を持っています。この方法は広く使用され、広く理解されている。(図7)

さらに、時に過小評価されがちな利点として、スタイラス法とは異なり、レプリカ法では連続した2次元(2D)領域をサンプリングするため、統計値を確実に算出できる十分な大きさがあります。例えば、電子式表面粗さ計を1回スキャンするだけで、長さ12.5mm、幅10μmの研磨ブラスト加工された表面に沿って、0.12mm2の総面積をサンプリングすることができます。新しいアプローチは、表面の複製能力とは異なるが、テープの性質に関連するものを利用することである。透過率は圧縮の度合いに比例する。この論文のために行われたテストの多くは、既存の粗目とX粗目のグレードのレプリカテープを使用した。光学解像度の向上と光学的アーチファクトの低減のため、Testex 社14は、最近市販されたX-Coarseグレードのテープの光学グレードバージョンも供給している。
逆光で撮影したテープの写真(図9)を見ると、圧縮率の高い明るい部分(山)と圧縮率の低い暗い部分(谷)があることがわかる。

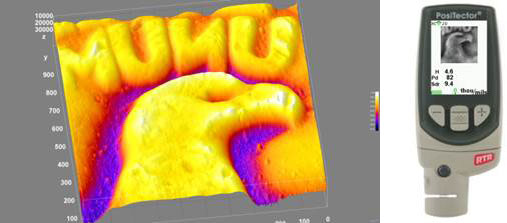
透明度の原理を利用し、デジタルイメージセンサーで撮影された印象上の明るいスポットを数えるだけでピークカウントを決定することができる。この輝度測定は厚み測定に対応し、厚み測定は元の表面のプロファイルを映し出す。携帯型測定器(図11)は、ピークを識別し、面内ピーク密度、つまりASME B46.115で定義された1平方ミリメートルあたり何個のピークが存在するか(Pd)を測定することができます。
金属加工業界では一般的ですが、触針式粗さ計は表面洗浄作業で発生する複雑なパターンに対応することが困難です。触針式粗さ計は、粗面上の1本の線しか測定できず、「ピーク」として記録される特徴のほとんどは、実際には触針がピークの頂上ではなく、ピークの側面をなぞった「ピークショルダー」です (図16)。一方、レプリカテープピークカウンターは、繊細で高価な実験室レベルの干渉光学式プロファイラーと同様に、真の2次元のピーク密度を計算します。
これらの画像のもう一つの利点は、各測定値を導き出すために、より多くのデータを使用できることです(1回のレプリカテープ測定で1,000,000点、1回の1インチスタイラススキャンで5,000点)。さらに、これらの測定は、安価なハードウェアを使用した頑丈なフィールド測定器で行われ、ラボ測定器から得られるものと同様の表面特性データを得ることができます。
三次元(3D)レンダリングソフトウェアを使用して強度画像の解釈に厚み/透明度の関係が適用されると、追加の表面特性パラメータを抽出することができます。その結果、干渉法や共焦点プロファイリング装置よりもはるかに低コストでat ブラストされた鋼鉄表面の3Dマップが得られます。このプロセスがどのように機能するかの例を図10から12に示します。



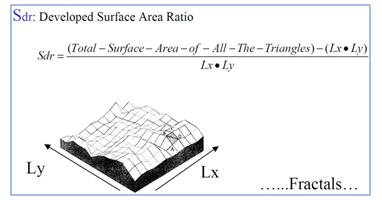
3D画像から、化学的結合と機械的結合の両方を促進すると考えられている最後の関連パラメータ、つまりブラスト処理による表面積の増加を測定することが可能です。Sdr は、開発された界面積比率16 であり、測定領域と同じサイズの理想的な平面と比較して、テクスチャによって追加された表面積の割合として表されています。コーティングの専門家は、このプロファイルパラメータが、ブラストによって追加された表面積の増加率(実面積 / x-y 面積)を示す凹凸の値を提供することによって、アプリケーション技術との機能的な相関関係が得られると考えています17。17しかし、本論文の後の議論では、ブラスト洗浄業界で開発表面積を報告することに実用的な利点がほとんどないことが示唆されます。
3Dレプリカテープの測定を実証するために、テープから得られた2つの新しいパラメータ測定値、ピーク密度Pdと展開表面積Sdrを、2つの確立した表面粗さ測定方法、共焦点顕微鏡と触針式プロフィロメーターと比較しました。
まず最初に行ったのは、レプリカテープの光強度イメージングによって、既知の実験室手法と同等のPd値とSdr値が得られることを確認することだった。KTA Labs18が用意した3種類のスチールパネルを使って調査が行われた。AmasteelG、GMA Garnet Coarse、およびAmasteel S-230/G40ブラスト媒体が使用されました。この3つのパネルは、LEXT共焦点顕微鏡で測定するために、3セットの焼入れされた光学グレードのレプリカテープとともにWPI19に送られた(図13)。

画像は平均値にSz20の10%を加えたat 閾値を設定した。比較のため、1,000 µm2以上の島はすべてピークとしてカウントした。結果は同等であった(図14)。

3Dレプリカテープ画像と触針式粗さ計の測定結果を比較するため、2011年のASTMラウンドロビン試験で使用した5つのパネルでピーク密度の測定を行いました。これにより、11人の独立したオペレータが、3つの市販の触針式粗さ計(Mitutoyo SJ-201、Taylor Hobson Surtronic 25、MahrSurf PS1)を使用して、5つのパネルそれぞれについて線形ピークカウント(Pc またはRpc)を5回測定した触針式試験結果が得られました。
3Dレプリカテープイメージングデータを得るために、光学グレードのレプリカテープを用いて各パネルに3つのバニシングを行い、PosiTector 6000 RTR-Pレプリカテープイメージャーで測定した(Fig.11)。
触針式粗さ計は2次元の測定値をピーク/mmで、3次元レプリカテープ法はピーク/mm2で測定するため、2つのデータセットは直接比較することができません。この解析では、触針式粗さ計の測定値を二乗することで、両方の測定技術から寸法的に比較可能な測定値を得ることができます。図15に、測定方法の比較をまとめています。

このグラフからわかるように、2つの測定方法の間には強い直線関係がある。テストした5枚のパネルのうち4枚の測定値は,原点を通る傾向線から1standard の偏差の範囲内に収まっている。しかし、図15から2つの観察ができる。第一に、2つの測定方法の間には1対1の関係はない。第二に,データは傾向線に完全には適合しておらず,R2値は0.91となる。
スタイラスインスツルメントの二乗測定値と3D画像処理法の間に1対1の関係がないことは、驚くべきことではありません。触診器の測定値を二乗すると、同じ寸法の測定値が得られますが、触診器の2次元的な性質を考慮することはできません。例えば、直線をなぞる場合、1つの尾根を複数回横切ることが可能で、その結果、実際にはスタイラスの経路に隣接する1つのピークが存在するにもかかわらず、複数の「ピーク」が発生します。さらに、3次元で「山」を構成するものの分類は簡単ではなく、3D画像解析では、スタイラス粗さ計で山として登録される特徴を無視する可能性があります。

スタイラス式粗さ計は、トレース経路によって0、1、または2つのピークを記録することがあります。データが傾向線に完全に一致しない理由は不明である。5つの試験パネルはそれぞれ、さまざまな前処理方法を反映させることを意図しているため、この不一致は、at 部分的には触針式粗さ計の欠点によるものと考えられます。鋭く狭いピークを持つプロファイルでは、スタイラスがピークを越えずに回り込んでしまうことがある。このため、プロファイルによってはスタイラスが過小評価されることがあります。
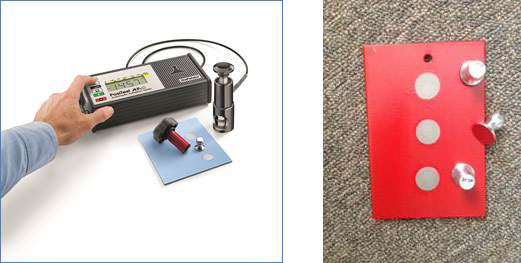
付着力とプロファイル高さ(H)およびピーク密度(Pd)の両方との相関性に関するRoperらによる以前の研究を踏まえて、3Dレプリカテープ画像法が同様の結果を与えるかどうかを判断するための研究が実施されました。25個の鋼鉄サンプルが、さまざまなブラスト媒体を使用してSponge-Jet21で準備されました。ブラスト後、3Dレプリカテープイメージャーで計測を行いました。その後、サンプルにエポキシ、2液アクリル、ポリマーコンポジットのコーティングを吹き付け、硬化させました。standard その後,ASTM D454122 の付属書 A4(試験方法 E)に記載されている Type V 油圧式プルオフ付着性試験機を用いて,ASTM D454122 の試験 方法に従って各サンプルに対して 3 回のプルオフ付着性試験を行った(図 17).
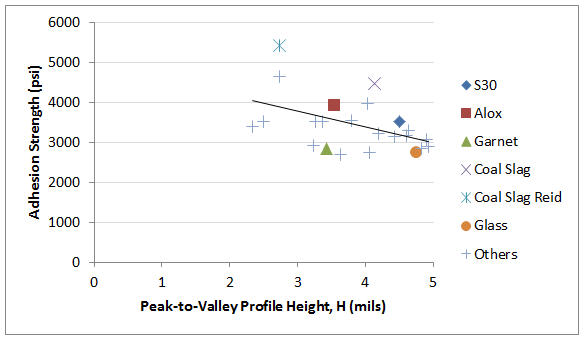
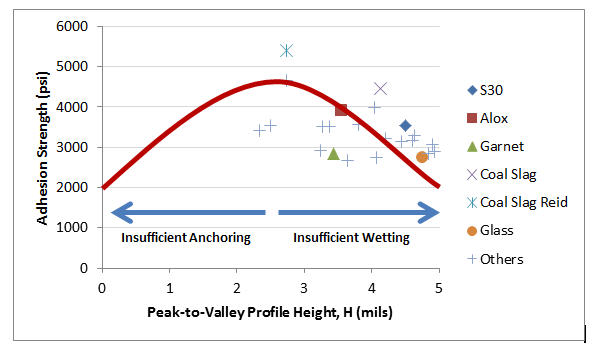
2006年のRoper et.alの論文では、「著者らの経験から、表面を完全に濡らすことのできる広範なstandard 工業用コーティングに最適な鋼鉄プロファイルは、プロファイル高さ2~3ミル(50~75ミクロン)である」と理論化されている。今回の観察結果は、この仮説を裏付けるものである。接着力が最も高かったのは2~3ミルの範囲であり、3ミル以上になると接着力は低下した(図18)。プロファイルの高さが2mil以下のサンプルは採取されていないが、プロファイルの高さが低くなるにつれて接着レベルは低下し始めると推論される。この論文で前述したように、塗膜が基材を完全に濡らすことができないため、3milを超えるat 密着性が低下し始めると推論されている。2ミル以下のat 、塗膜を固定するためのプロファイルが不十分であるため、密着性が低下し始めると推論されている。図19には、PdとSdrを一定に保った仮想的な傾向線を、この研究のデータに重ねて示している。
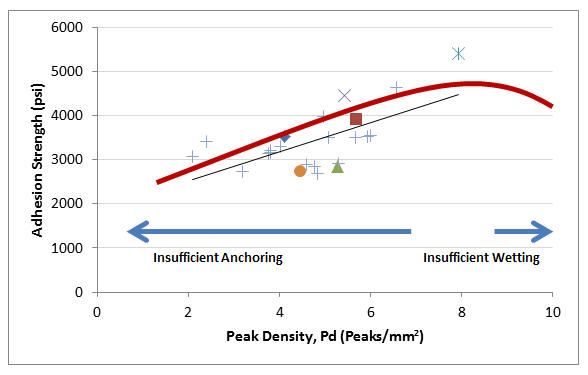
ピーク密度と密着性には強い正の相関があり(Fig.20),ピーク数が塗膜性能に関係するという Roper ら の仮説を補強するものであるように思われる.彼らの論文では,「幅広い種類のstandard 工業用塗料が表面を完全に濡らすのに最適な鋼鉄プロファイルは,ピーク数が 110 ~ 150 peaks/in (40 ~ 60 peaks/cm)」であると主張している。

著者らの研究では触針式プロフィロメーターが使用されていたため、その数値は本研究のデータと直接比較することはできない。しかし、スタイラス・プロフィロメーターによる測定値と、本稿で先に報告した3Dレプリカテープ光学測定値との間の見かけ上の関係を用いれば、4~8ピーク/mm2の3Dピーク密度を導き出すことができる。 したがって、接着強度とピーク密度の間に観察された正の関係は、本研究で観察されたピーク密度より大きいピークat 持続しないという仮説が成り立つ。HとSdrを一定に保った場合の接着力とPdの間のこの推定された関係を図21に示す。
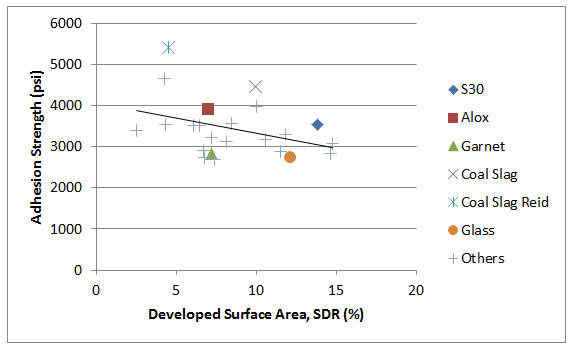
観察された現像表面積対密着性のプロットを図22にまとめた。このデータは一見at 「コーティングのための表面積は大きいほどよい」というRoperらの主張と矛盾しているように見える。しかし著者は、表面積を増加させる2つの主要な方法、ピーク高さを増加させることとピーク密度を増加させることは、最適点を超えると濡れを阻害し、コーティング性能に悪影響を及ぼす可能性があると主張している。本研究のデータは彼らの主張を反映していると考えられる。いくつかのサンプル(例えばガラスビーズ)における高い展開表面積の測定値は、それらのサンプルのピークから谷までの距離が高いことを反映しているようだ。したがって、過度に高いピーク・ツー・バレーの高さによって高い現像表面積を持つサンプルが、コーティング性能の低さを示したとしても何ら不思議ではない。
研磨ブラストによる表面積の増加量は、ピーク高さとピーク密度に直接関係すると考えられるため、測定および報告の必要性はない。さらなる考察は、付録のとおりである。
一般に、ブラスト洗浄された鋼鉄表面の性質は、長期的なコーティング性能を予測することができると考えられています。腐食業界は、この複雑な問題の力学を完全に理解しているわけではありませんが、ピーク高さ、ピーク密度、表面積、角度、鋭さ、形状など、測定可能ないくつかのパラメータを用意しています。業界で一般的に信じられているのは、これらのパラメータのいくつかを増やすことで、コーティングの長期的な性能を向上させることができるということです。しかし、経験則によれば、それほど単純なことではありません。
これらのパラメーターの中で最も重要なピーク高さ (H) は、今日一般的に測定されており、通常唯一のパラメーターとして報告されています。その重要性は否定できませんが、1つのパラメータだけでは、コーティングと基板の関係のダイナミクスを完全に説明することはできません。
ピーク密度(Pd)もまた、性能の重要な指標です。ピーク密度もまた、数十年来のHのような唯一の指標にはなりえませんが、Hと組み合わせることで、引き剥がし粘着試験で測定される長期的なコーティング性能をよりよく予測することができます。
この関係は、なぜHの測定だけでは、すべての種類のコーティングの性能を予測するための信頼できる方法であるとは限らないかを説明するのに役立ちます。塗料は、Hが低くPdが高い表面にも、Hが高くPdが低い表面にも同じように結合することがあります。このような理由から、腐食産業は、顧客が特定のコーティングアプリケーションに最適な比率を決定できるように、両方の値を報告する必要があります。両方のパラメータは、研磨材の種類とサイズを適切に選択することで制御できる。おそらく将来的にはハイブリッドパラメータが指定されるであろう。
レプリカテープで得られる表面レプリカは、マイクロメーターで測定したHだけでなく、はるかに多くの情報を含んでいます。デジタル画像処理によって、重要なデータを得ることができる。厚みと画像センサーを用いたシンプルで安価なポータブル装置で、レプリカテープの特性を調べ、元の表面、特に重要なPdの画像と統計情報を生成することができます。
この研究の結果、レプリカテープ、スタイラス粗さ、共焦点顕微鏡による測定値の2つの最も重要なパラメータに密接な関係があることが確認されました。
H - バーニッシュドレプリカテープの厚みをマイクロメーターまたはテープの非直線性を調整する厚みセンサーで測定して得られた最大ピークからバレーまでの距離の平均値です。最高のプルオフ粘着力は、2.5 mil (65 µm)の範囲の均一なプロファイル高さと、塗布したコーティング剤が表面の100%を濡らす高いピークカウント表面で得られます。
Pd - ASME B46.1に準拠した面内ピーク密度。この値を大きくすると、角度が大きくなり、引張りよりもせん断接着の強度が大きくなります。塗膜の密着性(防食性)を高めるためには、準備した表面を完全に濡らしながら、ピークカウントをできるだけ高くすることが必要です。
DeFelsko CorporationのLeon Vandervalk氏の協力に感謝したい。
Sdrの限界
ASME B46.1 によると、界面積率 Sdr は、図 23 で計算された測定領域と同じサイズの理想的な平面と比較して、テクスチャが寄与する追加の表面積のパーセンテージとなります。これは、測定表面をパッチワークのように覆う一連の仮想タイルの面積を合計することで、スケールの関数として計算されます。
この方法を使用して研磨ブラストされた鋼鉄表面を特徴付けることの難しさは、計算が定義の解釈の影響を受けることである。ある研究所が高解像度のスキャン装置で非常に小さな三角形のサイズを選択した場合、別の研究所が低いしきい値設定で別の装置を使用した場合よりも、必然的に表面積が大きくなることを示すことになる(図24)。三角形のタイルで測定された総面積は、観察規模(タイル面積)が小さくなるにつれて増加する。


ブラストによる表面積の増加量は、ピーク高さ、ピーク密度に直接関係すると考えられるので、測定、報告する必要はない。HとPdで十分である。また、以下のピタゴラス式と同様の方法で計算することも可能です。

ピーク高さとピーク密度が一定であれば、現像表面積と接着強度の間には正の相関があると仮定される。しかし、この正の相関はわずかであり、この研究が示すように、ピーク高さやピーク密度の影響に比べれば有意ではない。さらに,ピークハイトとピーク密度の値を一定に保ちながら,研磨材で現像表面積を変化させる実用的な手段を筆者は知らない.したがって,ブラスト研掃業界において開発表面積を報告する実用的なメリットはほとんどないように思われる.
-------------------------------------------------------------------------------------------------------------------
1ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2ASTM D4417 "Standard Test Method for Field Measurement of Surface Profile of Blast Cleaned Steel" (ASTM International, West Conshohocken, PA) ブラスト洗浄された鋼の表面形状を現場で測定するための試験方法。
3ISO 8503-5「塗料および関連製品塗布前の鋼鉄下地の処理-ブラスト洗浄した鋼鉄下地の表面粗さ特性-第 5 部:表面プロファイルの決定のためのレプリカテープ法」(スイス、ジュネーブ:ISO)。
4NACEStandard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape"(レプリカテープを使用した研磨ブラスト洗浄鋼表面の現場測定)。(全米腐食学会 (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906)
5オーストラリアStandard AS 3894.5-2002, "Site testing of protective coatings, Method 5: Determination of surface profile"(保護塗膜の現場試験,方法 5:表面形状の決定)。(Standards Australia, GPO Box 476, Sydney NSW 2001 Australia).
6インペリアル単位からメートル法に変換する場合は、1ミル=25.4ミクロン(μm)とします。
7J.D. Keane, J.A. Bruno, and R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Publication #74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974 年.
8H.J. Roper, R.E.F. Weaver, and J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, June 2005, 52 - 64 pp.
9 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Blast Cleaned Metal Surfaces Using Electronic Portable Stylus Instrument" (ASTM International, West Conshohocken, PA).
10H.J. Roper, R.E.F. Weaver, and J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, June 2006, pp.24 - 31.
11国際標準化機構(ISO)、1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland.
12ISO 4287:1997 "Geometrical Product Specifications (GPS) -Surface Texture:プロファイル法-用語、定義及び表面パラメータ」(スイス、ジュネーブ:ISO)
13ASTM Research Report RR:D01-1169 (ASTM International, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 USA
15ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
16ISO 25178-2 "Geometrical product specifications (GPS) - Surface texture:エリアル - パート 2:用語,定義及び表面テクスチャパラメータ」(国際標準化機構(ISO),1 rue de Varembé, Case postale 56, CH-1211, Geneva 20, Switzerland)
17C.A. Brown and S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis," International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933.
18KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19ウスター・ポリテクニック・インスティチュート(Worcester Polytechnic Institute.(WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason Christopher A. Brown 教授の監督のもとで。
20粗さ(2次元)パラメータRzを拡張した3次元パラメータです。測定領域内の表面の最大山部と最大谷部の距離である。
21Sponge-Jet, Inc., 14 Patterson Lane, Newington, NH 03801 USA Michael Merrittの監修のもと。
22ASTM D4541 "Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers" (ASTM International, West Conshohocken, PA).
23Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int.J. Mach.Tools Manufact.Vol 38, Nos 5-6, pp.633-637, 1998)

DAVID BEAMISH(1955年 - 2019年)ニューヨークを拠点に世界中で販売されているハンドヘルド型塗装試験機メーカー、DeFelsko Corporationの元社長です。土木工学の学位を持ち、工業塗装、品質検査、製造業など様々な国際的産業において、これらの試験機器の設計、製造、販売に25年以上の経験を持つ。トレーニングセミナーを開催し、NACE、SSPC、ASTM、ISOなどさまざまな組織のメンバーとして活躍しました。


.jpg)


