
以下の雑誌に掲載されています。Canadian Finishing & Coating Mfg. Industrial Paint & Powder Magazine, Metal Finishing - Organic Finishing Guidebook.
by David Beamish, DeFelsko Corporation
Updated:09/13/2021

塗膜の厚さは、製品の品質、工程管理、コスト管理の役割を果たす重要な変数である。膜厚の測定は、さまざまな機器を用いて行うことができます。膜厚測定に使用できる機器とその使用方法を理解することは、あらゆる塗装作業に役立ちます。
塗料の種類、基材、塗膜の厚み範囲、部品の大きさや形状、装置のコストなど、どのような測定方法が最適かを判断する際の問題点です。有機硬化膜の測定には、磁気、渦電流、超音波、マイクロメーターなどの非破壊的な乾燥膜測定法と、断面測定や重量(質量)測定などの破壊的な乾燥膜測定法が一般的に用いられている。また、硬化前の塗料や粉体塗料の厚みを測定する方法もある。
マグネットペイントゲージは、鉄の基材に塗られた非磁性塗膜の厚さを非破壊で測定するために使用されます。鉄や鋼鉄に施された塗膜のほとんどは、この方法で測定されます。磁気ゲージの動作原理は、磁気吸引と磁気/電磁誘導の2つがあります。
磁気吸引式膜厚計は、永久磁石、校正バネ、目盛りを使用します。磁石と磁性鋼の間の引力は、2つを一緒に引っ張ります。両者を隔てる塗膜の厚みが増すと、磁石を引き離すことが容易になります。塗料や塗膜の厚さは、この引き離す力を測定することで決定します。塗膜が薄ければ磁気吸引力は強くなり、厚ければ磁気吸引力は比較的弱くなります。磁気式膜厚計の検査は、表面の粗さ、曲率、基材の厚さ、金属合金の構成に影響されます。
磁気プルオフゲージは、頑丈でシンプル、安価で携帯性に優れ、通常、校正の調整が不要です。品質管理上、生産中に数回の読み取りが必要な場合、低コストで使用できます。
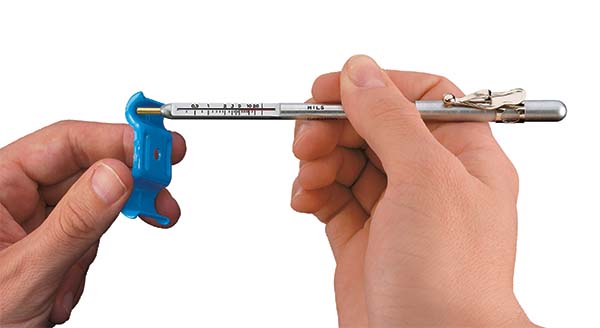
磁気吸引式膜厚計には、ペンシル型とロールバックダイヤル型があります。ペンシル型(PosiPen 図1)は、磁石をらせん状のバネに取り付け、被塗物に対して垂直に作用させるものです。ペンシル型は磁石が大きく、1~2ヶ所の位置でしか作動しないため、重力の影響を一部受けてしまいます。より精度の高いタイプもあり、小さな磁石で精密に測定できるため、小さな面や高温の面、手の届きにくい面でも測定が可能です。トリプルインジケーターは、厚みゲージを下、上、または水平に向けたときに、±10%の公差で正確な測定を保証します。
ロールバックダイヤル式(PosiTest 図2)は、最も一般的な磁気吸引式ゲージの形式である。磁石は、回転するバランスアームの一端に取り付けられ、校正されたヒゲゼンマイに接続されています。指でダイヤルを回すと、スプリングが磁石にかかる力を増し、磁石を表面から引き離すことができます。この膜厚計は使いやすく、バランスアームを採用しているため、重力に関係なく、どのような姿勢でも測定できます。爆発性のある環境でも安全で、塗装業者や小規模の粉体塗装作業でよく使用されています。一般的な公差は±5%です。

デフェルスコは、2種類のプルオフ式膜厚計を製造しています。 PosiPenと PosiTest.
磁気誘導式塗料計は、磁場の発生源として永久磁石を使用します。ホール効果発生器または磁気抵抗器は、磁石のat 磁束密度を感知するために使用されます。電磁誘導式塗料計は、交番磁界を使用します。磁界を発生させるために、細いワイヤーのコイルで巻かれた柔らかい強磁性ロッドが使用されます。磁束の変化を検出するために、もう1つのコイルが使用される。
これらの電子式塗料計は、磁気プローブが鋼鉄表面に近づいたat 、プローブ表面の磁束密度の変化を測定します。プローブat 磁束密度の大きさは、鋼鉄下地からの距離に直接関係する。磁束密度を測定することで、塗膜厚を測定することができます。

電子式磁気式膜厚計(PosiTector 6000 Fシリーズ、PosiTest DFT Ferrousなど)には、さまざまな形状やサイズがあります。一般的に定圧プローブを使用しているため、作業者の違いによる影響を受けず、安定した測定値が得られます。測定値は液晶ディスプレイ(LCD)に表示されます。ペイントミルゲージには、測定結果を保存したり、測定結果を即座に分析したり、さらに詳しく調べるためにプリンタやコンピュータに結果を出力したりするオプションがあります。一般的な許容差は±1%です。
Standard 試験方法は,ASTM D 1186,D 7091-05,ISO 2178,ISO 2808 で入手できます。
非鉄金属基板上の非導電性コーティングの厚さを非破壊で測定するために、渦電流技術が使用される。高周波交流電流(1 MHz以上)を流す細いワイヤーのコイルを使用して、測定器のプローブat 交流磁場を設定する。膜厚測定プローブを導電性表面に近づけると、交流磁場によって表面に渦電流が発生する。基材の特性と基材からのプローブの距離(コーティングの厚さ)が渦電流の大きさに影響します。渦電流は、励磁コイルまたは隣接する第二のコイルによって感知される、それ自身の対向する電磁場を作り出します。
渦電流膜厚計(PosiTector 6000 Nシリーズなど)は、電子磁気ゲージのような外観と操作性を備えています。非鉄金属全般の塗膜厚測定に使用されます。磁気電子ゲージのように、一般的に定圧プローブを使用し、測定結果はLCDに表示されます。また、測定結果を保存したり、測定値を即座に分析してプリンタやコンピュータに出力し、さらに詳しく調べることができるオプションもあります。一般的な許容差は±1%です。検査は、表面の粗さ、曲率、基板の厚さ、金属基板の種類、エッジからの距離に敏感です。
Standard この試験の適用と実施に関する方法は、ASTM B244、ASTM D1400、D7091、およびISO 2360で入手できます。
現在では、磁気と渦電流の両方の原理を1台に組み込んだ膜厚計が一般的です(PosiTector 6000 FN、PosiTest DFT Comboなど)。また、下地に応じて一方の動作原理から他方の動作原理に自動的に切り替えることで、あらゆる金属上のほとんどの塗膜の測定作業を簡素化するものもあります。これらのコンビネーションミルゲージは、塗装業者や粉体塗装業者に人気があります。
超音波パルスエコー方式の超音波膜厚計(PosiTector 200など)は、非金属基材(プラスチック、木材など)上の塗膜を傷つけることなく膜厚を測定するために使用されます。

ペイントメーターのプローブには超音波トランスデューサが内蔵されており、塗膜を通してパルスを送ります。パルスは基材からトランスデューサに反射して戻り、高周波の電気信号に変換されます。この反響波形をデジタル化して解析することで、塗膜の厚さを測定します。場合によっては、多層膜システムの個々の層を測定することができます。
この装置の標準的な公差は±3%です。この試験の適用と実施に関するStandard 方法は、ASTM D6132 で入手できます。
超音波膜厚計については、「超音波膜厚計の使い方」をご覧ください。
マイクロメーターは、塗膜の厚さを確認するために使用されることがあります。マイクロメーターは、どのようなコーティングと基板の組み合わせでも測定できる利点がありますが、基板に触れる必要があるという欠点があります。塗膜の表面と基板の裏面の両方に触れる必要があるため、制限されることがあり、薄い塗膜を測定するには感度が十分でないことがよくあります。
測定は2回行う必要があります。1つはコーティングを施した状態、もう1つは施していない状態です。2つの測定値の差、つまり高さの変化を、コーティングの厚さとします。粗い表面では、マイクロメーターで最も高い山から上の塗膜の厚さを測定します。
破壊的な手法としては、コーティングされた部品を断面的に切断し、その切断面を顕微鏡で見て膜厚を測定する方法がある。もうひとつの断面観察法は、スケーリングされた顕微鏡を使って、ドライフィルムコーティングを幾何学的に切り開く方法である。特殊な切削工具を使用して、コーティングから基板まで小さな精密なV溝を入れます。切削チップと照明付き拡大鏡がセットになったゲージもあります。
この破壊的な方法の原理は理解しやすいのですが、測定誤差が生じる可能性があります。試料の準備や結果の解釈には熟練を要します。測定レチクルをギザギザや不明瞭な界面に合わせると、特に異なる作業者間で不正確さが生じる可能性があります。この方法は、安価で非破壊的な方法が不可能な場合、あるいは非破壊的な結果を確認するための方法として使用されます。ASTM D 4138には、この測定システムのためのstandard 方法の概要が記載されています。
塗膜の質量と面積を測定することで、厚さを決定することができます。最も簡単な方法は、コーティング前とコーティング後の部品の重量を測定することです。質量と面積を測定した後、以下の式で厚さを計算します。

ここで,T は厚さ(マイクロメートル),m は塗膜の質量(ミリグラム),A は試験面積(平方センチメートル),d は密度(グラム/立方センチメートル)である。
基材が粗い場合やコーティングが不均一な場合、コーティングの質量を厚みと関連付けることは困難です。実験室では、この時間がかかり、しばしば破壊的な方法を扱うのに最も適した方法です。
湿式膜厚計は、固形分の体積パーセントがわかっている場合に、指定された乾燥膜厚を得るためにどれくらいの量の材料を湿式で塗布すればよいかを決定するのに役立ちます。平らな面や曲面の滑らかな面に塗布された塗料、ワニス、ラッカーなど、あらゆる種類の湿式有機塗料の測定が可能です。
塗布中にウェットフィルムの厚みを測定することで、塗布作業者がすぐに修正・調整する必要性を認識できます。乾燥後や化学硬化後に膜厚を修正すると、余計な手間がかかり、膜が汚れたり、コーティングシステムの密着性や完全性に問題が生じたりする可能性があります。
シンナーの有無にかかわらず,正しい湿潤膜厚(WFT)を決定するための式は以下の通りです。
シンナーなし。

シンナーで。

ウェットフィルムは,ウェットフィルムコームやホイールで測定するのが最も一般的である。ウェットフィルム用コームは、アルミニウム、プラスチック、またはステンレス鋼の平らな板で、それぞれの面の端に校正されたノッチがあります。このゲージは、塗布直後に測定対象物の表面にぴったりと密着させ、その後取り外します。ウェットフィルムの厚さは、塗布された最も高い切り欠き部分と、次の塗布されていない切り欠き部分の間にあります。ノッチ付きゲージの測定は正確でも高感度でもありませんが、サイズや形状によってより正確な方法を使用できない場合に、塗膜のおおよその厚さを測定するのに役立ちます。(ASTM D1212)。
また、曲面では幅ではなく長さに沿って測定する必要があります。速乾性の塗料にウェットフィルム・ゲージを使用すると、不正確な測定値が得られる。ASTM D4414には、ノッチゲージを用いたウェットフィルム厚みの測定方法(standard )が概説されています。
ウェットフィルムホイール(偏心ローラー)は、3枚の円盤を使用します。中央の円盤が湿潤膜に接触するまで、湿潤膜の中でゲージを転がします。硬化前の粉体塗料は、シンプルな手持ちのくし型ゲージや超音波ゲージを使用して測定することができます。硬化前の粉体塗料は、簡単な手持ちのくし型ゲージや超音波ゲージで測定できます。櫛を粉体膜の中に引き込み、跡が付き粉が付着している最も高い番号の歯と、跡が付かず粉も付着していない次に高い番号の歯の間の厚さを測定します。精度は±5mmで、比較的安価なものです。流した後の硬化膜が異なる場合がありますので、あくまで目安になります。また、ゲージの跡が硬化膜の特性に影響を与える場合があります。
のような超音波装置 PosiTest PCのような超音波装置は、平滑な金属表面の未硬化粉体に対して非破壊で使用でき、硬化膜厚を予測することができます。プローブは、測定する表面から少し離れた場所に設置され、測定値が装置のLCDに表示されます。測定の不確かさは±5mmです。

膜厚ゲージは、既知の膜厚標準に対して校正されます。厚さ標準の供給元は数多くありますが、NIST(米国標準技術局)などの国家測定機関にトレーサブルであることを確認するのが最善です。また、標準板が校正に使用するゲージの少なくとも4倍の精度であることを確認することも重要です。これらの標準器に対する定期的なチェックは、ゲージが適切に作動していることを確認します。読み取り値がゲージの精度仕様を満たさない場合、ゲージを調整または修理し、再度校正する必要があります。
コーティングの膜厚は、コストや品質に大きな影響を与えます。膜厚の測定は、すべての塗装業者にとって日常的な行事であるべきです。使用するペイントメーターは、塗膜の厚み範囲、基材の形状や種類、ペイントメーターのコスト、正確な測定を行うことがどれだけ重要であるかによって、適切なものが異なります。

DAVID BEAMISH(1955年 - 2019年)ニューヨークを拠点に世界中で販売されているハンドヘルド塗装検査機器メーカー、DeFelsko Corporationの元社長。土木工学の学位を持ち、工業塗装、品質検査、製造業など様々な国際的産業において、これらの検査機器の設計、製造、販売に25年以上の経験を持つ。トレーニングセミナーを開催し、NACE、SSPC、ASTM、ISOなどさまざまな組織のメンバーとして活躍しました。

.png)







