
David Beamish, DeFelsko Corporation
原文掲載。Materials Performance (February, 2004); Coatings & Linings Section
更新しました。2021年10月
コーティングやライニングの表面処理、塗布、硬化において、最適な環境条件は、性能を最大限に発揮するために不可欠である。この記事では、観察および測定すべき5つの環境条件と、各条件が作業の成功に与える影響について紹介します。また、いくつかの機械的および電子的な測定装置を取り上げ、それぞれの装置の適切な使用方法について説明します。
表面処理およびコーティングやライニングの塗布は、故障を防ぐために最適な環境条件の下で行う必要があります。観察・追跡すべき5つの条件を測定するためのさまざまな機器が利用可能です。
一般に、ほとんどの塗料は低温で相対湿度(RH)がat 適切に乾燥しないことが知られている。しかし、表面の水分が素材の寿命や性能に与える影響についてはあまり知られていません。
暖かく湿ったair 表面に触れると、水分が表面に形成されます。水分は保護されていない鋼鉄を錆びさせる。塗膜と下地の間に水分が滞留すると、塗布したシステムが早期に故障する可能性が高くなります。
ブラスト加工された表面の軽い結露は、観察が困難な場合があります。この水分を検出するのではなく、そもそも水分が形成される危険性を評価するのに役立つ測定器が使用されます。コーティング処理の前、処理中、処理後の露点温度を計算するための試験を実施する必要があります。露点温度と表面温度を比較し、両者が十分に離れていて水分の発生が考えにくいことを確認する必要があります。
大気状態を注意深く観察し、それがコーティングやライニングの品質や長期的な健全性に与える影響を十分に理解することは、すべての請負業者や検査官にとって重要なことです。
下地に水分が発生するリスクを評価するために必要な最初のパラメータは、下地処理またはコーティングされる表面の温度と、その表面付近のair 温度である。At 、鋼材は通常熱を放射し、air 低く冷やされる。日中は熱を吸収し、通常はair 高くなる。
特に屋外での作業では、表面温度とair 異なることが多いため、両方の温度を測定し、air 鋼材の温度が高すぎたり低すぎたりして、満足のいく皮膜形成ができなかった場合の塗布上の問題を避ける必要があります。不適切なat 塗布は、ブリスター、ピンホール、クレーター、ドライスプレー、マッドクラックなどの欠陥を引き起こす可能性があります。塗料メーカーは、塗料を塗布する際の最高および最低表面温度を指定しているはずです。
ASTM D3276「Standard Guide for Painting Inspectors (Metal Substrates)」1によると、塗装の最低表面温度は通常5℃(40ºF)であるとされています。1液または2液の「低温硬化型」システムの場合は0ºF (-18ºC) まで、従来の2液システムの場合は50ºF (10ºC) まで下げることが可能です。塗料の仕様には、温度が低下し、下限値から5ºF(3ºC)以内にある場合は塗装を行わないよう記載されている場合があります。
塗布面の最高温度は、特に指定がない限り、通常 50ºC (125ºF) です。表面が熱すぎると、コーティング溶剤が急速に蒸発し、塗布が困難になったり、ブリスターが発生したり、多孔質の膜が形成されたりすることがあります。
硬化速度は、air 中の水分量(RH)に直接影響される。RHとは、あるat 可能な総水分量(飽和量)に対するパーセンテージで表される。水分を含んだair 、乾燥したair多くの溶剤を保持することができない。したがって、高いRHは溶剤の蒸発速度を遅らせることができる。このため、コーティングやライニングを塗布して硬化さat ことができる最大RHは、一般的に85at 設定されている。しかし、塗料の中には硬化に水分を必要とするものもある。したがって、塗料の仕様を確認することが重要である。
露点温度は、鋼鉄の表面に水分が発生しat 温度である。飽和に達するためには、air 量を冷却しなければならない温度である。air RHの関数である。
最後に、表面温度と露点温度の差に注目する。この2つが同じであれば、水分が発生する可能性が高い。また、近い温度であっても、湿気が発生するリスクが許容できないほど高くなる場合があります。standard ASTM D3276や国際規格のISO 8502-42などの文書では、塗装の準備、塗布、硬化の3つの重要な段階において、表面温度は露点温度より最低5ºF (3ºC) 上でなければならないと記載されています。この最低温度は、溶剤が蒸発するときや冷たい塗料を塗布するときに、表面温度を下げるのに役立ちます。
air 、露点温度、RHは、スリング式または電池式の心理計で測定できる。これらの計器には2つの温度計が装備されている。最初の温度計は「乾球」と呼ばれ、周囲のair 測定する。2つ目の温度計はモスリンの靴下や芯に包まれており、使用前に濡らしておく。この「湿球温度」は、靴下内の水分の蒸発による熱損失を表しています。RHが低いと蒸発速度が速く、湿球温度は高湿度よりも低くなります。
スリング式温度計(図1)をair 中で回転させ、2つの温度値を得る。電気式温度計は、モーター駆動のファンが温度計にair 送るため、静止したままである。

指示をよく読んでください。本機は、毎回試験の前に点検し、適切に準備する必要があります。定期的に湿ったカバーを点検し、良い状態に保ってください。モスリンから水分が蒸発すると、常に少量の固形物が残ります。したがって、できるだけ純粋な水を使用し、モスリンを時々更新することが望ましい。
試験の物理的な場所と、湿球の上で渦を巻いたりair したりする時間は、試験結果の正確さに直接影響する要素です。温度計は15秒か20秒間高速で回転させ、停止させ、最初に湿球を素早く読み取ります。このテストは、2つ以上の湿球の測定値が、得られた最低の測定値と同じになるまで繰り返すこと。
日陰で回転させると、より正確な観測ができます。観測者は風に向かって、体が観測に悪影響を与えないように、数歩前後に移動する必要があります。気温が氷点下またはそれ以下の場合、湿度計はあまり信頼できる測定器ではないことに注意してください3。
湿度計はRHと露点温度を直接測定するものではない。これらの値は、乾球温度とウェブ球温度を挿入した式を使用して計算されます。この計算には、グラフやサイ クロメトリック・スライドルール計算機が利用できます。米国気象局(U.S. Weather Bureau)のサイ クロメトリック表(図2)のようなチャートを使えば、この判断が少し簡単になります。その日の現地の気圧に対応する表を選択する。この値は、最寄りの空港の気象事務所で入手できる。一般的には水銀30インチ(76cm)が使用され、海抜に対応しています。標高の高いAt 、29~23インチ(74~58cm)を使用する。

温度計は、内挿誤差が生じる機会が多いので、よく読んでください。温度目盛や湿度ルックアップテーブルから得られる値のわずかな違いによって、結果がかなり違ってくることがあります。
以下はその例である。湿球温度計と乾球温度計の両方が1度単位で読めるが、1/2度単位で補間できると仮定する。典型的な+1度の精度を考えると、乾球温度は75ºF(23.9ºC)で湿球温度は73ºF(22.8ºC)だった場合、表1のような記録値が可能です。

どちらの温度計の値も許容範囲内であるにもかかわらず、湿度計算式の結果には8.8ポイントの差がある!計算式の代わりにルックアップテーブルを使用した場合、その差はさらに大きくなる可能性があります。この誤差は、湿球/乾球の計算においてat 非常に低いRHと非常に高いRHで最大となります。
また、湿度計から直接RHを読み取ったり、ハイドログラフで連続的に記録することも可能である。
図3のような表面温度計は、バイメタルのセンシングエレメントを使用している。鉄の表面には磁石で、それ以外の面にはテープで固定することができる。
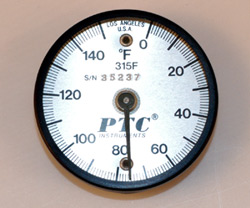
温度計は、温度が安定するのに十分な時間(通常2~3分)そのままにしておく必要があります。最終的な読み取りは、文字盤を軽くたたいて、真直ぐに読み取れるように注意してください。直射日光、風、熱放射、暖房や換気ダクトなどの環境は避けてください。暑い地域、寒い地域、平均的な地域のデータを取得する。
デジタル非接触赤外線温度計 PosiTector IRTやPosiTector DPM IRなどのデジタル式非接触赤外線温度計も表面温度の測定に使用できます。測定器の説明書をよく読んでください。表面から遠ざかれば遠ざかるほど、測定範囲が広くなり、誤差が生じる可能性があります。
大気の状態は常に変化しているので、測定や計算を頻繁に行う必要があります。最低でも4時間程度が一般的です。作業前、作業中、および作業後にさまざまな場所を測定し、条件を記録することが推奨されます。仕様によっては、ブラスト洗浄された鋼鉄が露出している間、またはコーティングやライニングが硬化している間、連続的に測定するよう求めているものもあります。
露点温度のみを計算する計器もあるが、より実用的な計器は表面温度プローブが付属している(図4)。表面温度プローブを使用すると、表面温度と露点温度の差である重要なデルタ値を計算し、表示することができるようになる。
デジタル一体型の測定器が急速に普及している理由のひとつに、連続測定があります。これらの機器は、重要な環境パラメータの測定と計算のプロセスを大幅に簡素化します。高速応答の精密センサーは、高い信頼性と長期安定性で、正確で再現性のある測定値を提供します。通常、米国標準技術局(NIST)規格への直接トレーサビリティを示す校正証明書を入手することができます。
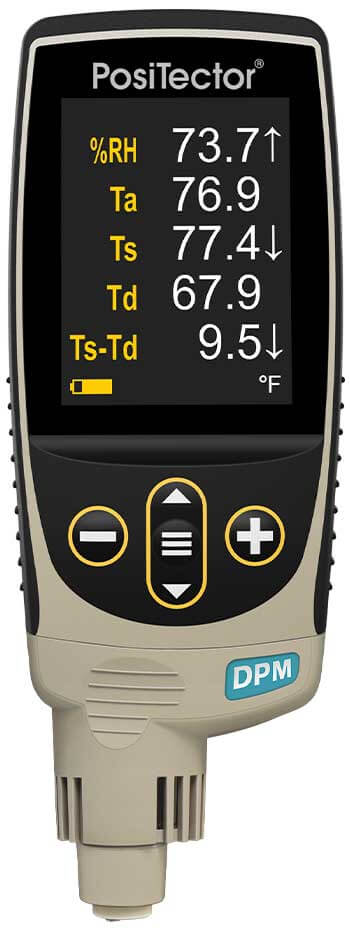
PosiTector DPM露点計は、5つの環境パラメータを液晶ディスプレイに連続的かつ同時に表示します。値が表示されるだけでなく、ボタンをat これらの値を日付と時刻とともにゲージのメモリに保存することができます。さらに、時間間隔を入力すると、ゲージを放置してそのat 5つの値をすべて記録することができます(15分ごとまたは1時間ごとなど)(図5)。記録されたデータは、露点計がその場所から回収されるまで保存することも、リモートモニタリングを有効にして現場からのライブデータを見ることもできます。これは、塗布前、塗布中、塗布後の環境条件を完全に記録しておくのに便利です。

PosiTector DPM露点計のような一体型測定器は、通常、機械的な方法よりも高精度でシンプル、かつ迅速な応答が可能です。片手で簡単に操作できるため、はしごや足場に登る際や、遠くの場所や手の届きにくい小さな場所に到達する際に便利です。ディスプレイへの出力は高速で連続的です。
PosiTector DPM L Dew Point Meter Loggerのような他のオールインワン露点計は、環境的に密閉された容器を特徴とし、電池を交換することなく、最長200日間環境条件を自律的に測定することができる。
デジタル式測定器のもう一つの利点は、測定の手間を省くことができる点である。多くの機種では、表面温度が露点温度に近づきすぎると、自動的にアラームが鳴り、湿気が発生する危険性が高いことを知らせます。表示単位は摂氏と華氏の両方が使えるものが多い。また、表面温度の値が安定してから記録するものもあります。つまり、冷たい面や熱い面に触れると、実際の表面温度まで下がったり上がったりしながら、測定値が記録されます。数秒後、測定値が安定したと判断すると、ビープ音が鳴り、表示がフリーズします。これは、ディスプレイを見ることが困難または不可能な遠隔地を測定する場合に特に便利です。
1.ASTM D3276-15e1、"Standard Guide for Painting Inspectors (Metal Substrates)" (塗装検査官用ガイド(金属基材))。(West Conshohocken, PA: ASTM 2015) を参照。
2.ISO 8502-4:2017, "Preparation of steel substrate before application of paint and related products - Tests for assessment of surface cleanliness -that both the wet and dry bulb Part 4: Guidance on estimation of the probability of condensation prior to paint application" (Geneva, Switzerland: ISO, 2017) (塗料塗布前の結露確率の推定に関するガイダンス
3.ASTM E337-15、"Standard Test Method for Measuring Humidity with a Psychrometer (the Measurement of Wet- and Dry-Bulb Temperature)" (West Conshohocken, PA: ASTM 2015)

DAVID BEAMISH(1955年 - 2019年)ニューヨークを拠点に世界中で販売されているハンドヘルド型塗装試験機メーカー、DeFelsko Corporationの元社長です。土木工学の学位を持ち、工業塗装、品質検査、製造業など様々な国際的産業において、これらの試験機器の設計、製造、販売に25年以上の経験を持つ。トレーニングセミナーを開催し、NACE、SSPC、ASTM、ISOなどさまざまな組織のメンバーとして活躍しました。







