
デフェルスコは、石膏ボード(ドライウォール/シートロック/ウォールボード)に塗布された塗料の乾燥膜厚測定に最適な、ハンドヘルド型の非破壊式超音波膜厚計を製造しています。この記事では、乾式壁の塗膜厚を測定する際のいくつかの測定アプリケーションと課題について説明します。また、PosiTector 200超音波膜厚計を使用する利点についても説明します。
スチール、アルミニウム、その他の金属の塗装や塗膜の厚さDFT)を測定する必要がある場合は、塗膜厚さゲージのセレクション、記事、ビデオで詳細をご覧ください。

乾式壁は、通常3層(下塗り1層、上塗り2層)で塗装されます。従来は、塗膜の厚さを測定するために、破壊的な試験方法が用いられてきました。今日、超音波厚さ試験の主な目的は、塗装システムのTOTAL厚さを非破壊で測定することであり、通常3~5 mil (75 -125 μm)の範囲である。その他の課題としては、プライマーが乾式壁紙に吸収される傾向、塗装表面の粗さやテクスチャーの影響、目地材の上から測定する場合の影響、塗料やプライマーの層を個別に測定する必要があることなどがあります。
乾式壁に最適な2モデル。
PosiTector 200の特長をすべて見る。
磁気式膜厚計に慣れている人にとって、超音波式膜厚計の使用は簡単で直感的なものです。測定方法は簡単で、非破壊です。表示される結果は、塗装システム(プライマー+塗装層)の合計厚さです。
PosiTector 200 B1は、ほとんどの乾式壁塗料の測定に対応します。測定範囲は13~1000ミクロン(0.5~40ミル)で、塗装システムの総厚み測定に最適です。この基本バージョンは、ほとんどのアプリケーションで校正調整が不要で、ミル/ミクロンの切り替えができ、大型で厚みのある耐衝撃性カラータッチスクリーンディスプレイを備えています。
乾式壁には、コーティングすべき2つの異なる下地面があります。壁板の未処理部分の上にある壁紙の表面紙と、継ぎ目、コーナー、留め具(ネジや釘)の上にあるテーピングコンパウンドです。PosiTector 200 B1は、特別な調整なしでこの2つを測定します。
壁の中には、長年にわたって何層にも塗り重ねられた塗装システムがあります。DeFelskoPosiTector 200 Bは、塗装システムの最終的な総厚みを知る必要がある場合に理想的なソリューションです。下塗り材は薄く、ほとんどが下地材に吸収されるため、測定された総厚への影響は最小限です。
塗装された壁面には、アプリケーションローラーによって表面にわずかな凹凸があるものがあります(Fig.3参照)。

テクスチャのある面や粗い面では、PosiTector 200は通常、塗膜の頂部から下地までの塗膜厚を特定します。これは図4の距離#1で表されます。カプラントは 、超音波パルスが塗膜に入りやすくするために、プローブと塗膜の間の空隙を埋めます。
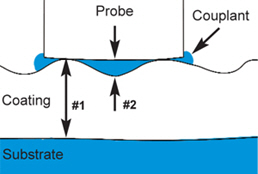
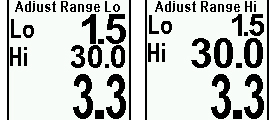
この表面粗さにより、ゲージの厚み値(距離#2)が低く表示されることがあります。これは、カプラント/コーティング界面からのエコーがコーティング/基板界面よりも強いために起こります。PosiTector 200には、粗さエコーを無視するために、ユーザーによる調整が可能な独自のSET RANGE機能(図5参照)があります。
また、プラスチック、コンクリート、木材などの総塗膜厚を測定するPosiTector 200のマックスシックモードの記事もご覧ください。
PosiTector 200 BAdvanced モデルでは、以下に説明するように、表面テクスチャリングに関する追加情報が提供されます。

PosiTector 200 B3と呼ばれるこのadvanced 型は、コーティングシステム全体の膜厚と、マルチレイヤーシステム内の最大3層の膜厚の両方を測定することができます。また、塗膜システムの詳細な分析を行うためのグラフィック表示も備えています。
ゲージの大型タッチスクリーンディスプレイは、測定値を数値とグラフの両方で表示することができます。グラフィカル表示は、画面の右側に表示するように設定することができます。これは、超音波パルスがコーティングシステムを通過する際のグラフィカルな表現を示しています。
塗装された壁面には、アプリケーションローラーによって表面にわずかな凹凸があるものがあります(Fig.3参照)。
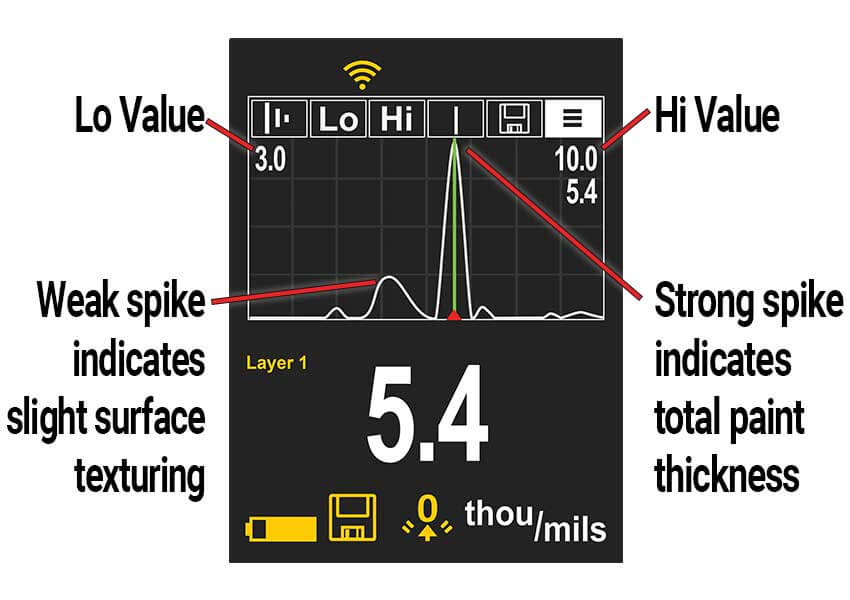
画面キャプチャ(図7)では、超音波パルスの最も強い反射波を表示することで、塗膜の厚さを明確に特定しています。装置のグラフィックディスプレイは、追加情報を提供することがあります。この例では、表面のテクスチャーの量が表示されています。
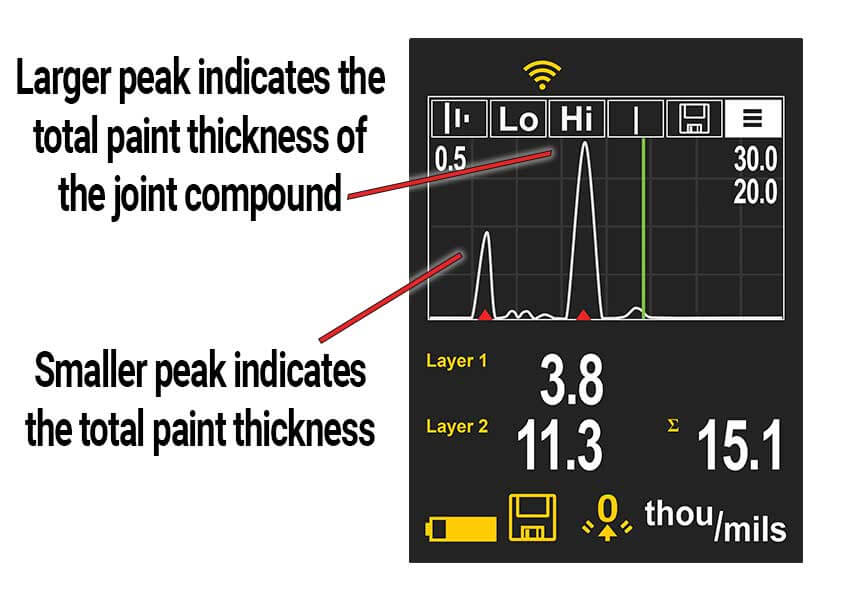
総厚測定時に、乾式壁の継ぎ目を覆っているジョイントコンパウンドに遭遇すると、定期的に高い測定値が表示されます。この場合、ジョイントコンパウンドの厚みも総厚測定に含まれます。これは、ジョイントコンパウンドとプライマーに比べ、乾式壁とジョイントコンパウンドの密度差が大きいためです。ゲージメニューで2層塗布に変更すると、図8に示すように、ゲージは塗料の総厚みとジョイントコンパウンドの厚みを個別に識別します。
PosiTector 200 B3の多層測定機能は、個々の塗膜の厚さを特定する可能性も持っていますが、ゲージが下塗り層と塗膜層の間の音響速度の違いによって制限されるため、これは用途に依存することになります。 At 、各塗装層を塗布する際に個別に測定し、直近に塗布された層の厚さを計算できるようにすることは可能です。
超音波による膜厚測定は、表面に塗布されたカプラントの 助けを借りて、プローブで超音波振動を塗膜に送り込むことで行われます。4オンス入りの水性グリコールゲルが付属しています。また、滑らかで水平な面では、水滴をカプラントとして使用することもできます。

コーティングされた部品の表面にカプラントを一滴滴下した後、プローブを表面に平らに置きます。押し下げると測定が開始されます(図9参照)。ビープ音が2回鳴ったらプローブを持ち上げると、最後の測定値がデジタル・ディスプレイに表示されます。プローブを表面に押し下げたままにしておくと、同じat 2 回目の読み取りを行うことができます。測定が終わったら、プローブと表面をティッシュや柔らかい布で拭いてください。
超音波測定の精度は、測定対象物の音速に直接対応します。超音波測定器は超音波パルスの通過時間を測定するため、その特定の材料の「音速」に合わせて校正する必要があります。
木材産業で使用される塗料は、音速の値に大きなばらつきがないため、超音波膜厚計は通常、工場での校正が不要です。そのため、超音波膜厚計は通常、工場出荷時の校正設定を調整する必要がありません。
ユーザー調整については、PosiTector 200の取扱説明書を参照してください。
PosiTector 200 B Advancesの画面には、超音波パルスがコーティングシステムを通過する様子をグラフィカルに表示することができます。この強力なツールにより、ユーザーは塗膜の表面下でゲージが何を「見て」いるかをよりよく理解することができます。

プローブが押し下げられ、超音波パルスがコーティングシステム内を移動すると、パルスはコーティング層間の界面やコーティングと基板at 密度の変化に遭遇する。
この界面を表すのが「ピーク」です。密度の変化が大きい程、ピークは高くなる。また、密度の変化が緩やかであればあるほど、ピークの幅は大きくなる。例えば、2つのコーティング層が基本的に同じ材料でできており、「ブレンド」されている場合、ピークは低く、幅が広くなる。密度が大きく異なる2つの材料で、界面が明確に定義されている場合は、高くて狭いピークとなります。
PosiTector 200 B3は、コーティング層の厚さを決定する際、最も高いピークを選択します。例えば、層数を 3 に設定した場合、LoとHiSET RANGE の間の最も高い 3 つのピークが、これらの層の界面として選択されます。ゲージが選択したピークは赤い三角矢印で示されます(図11参照)。
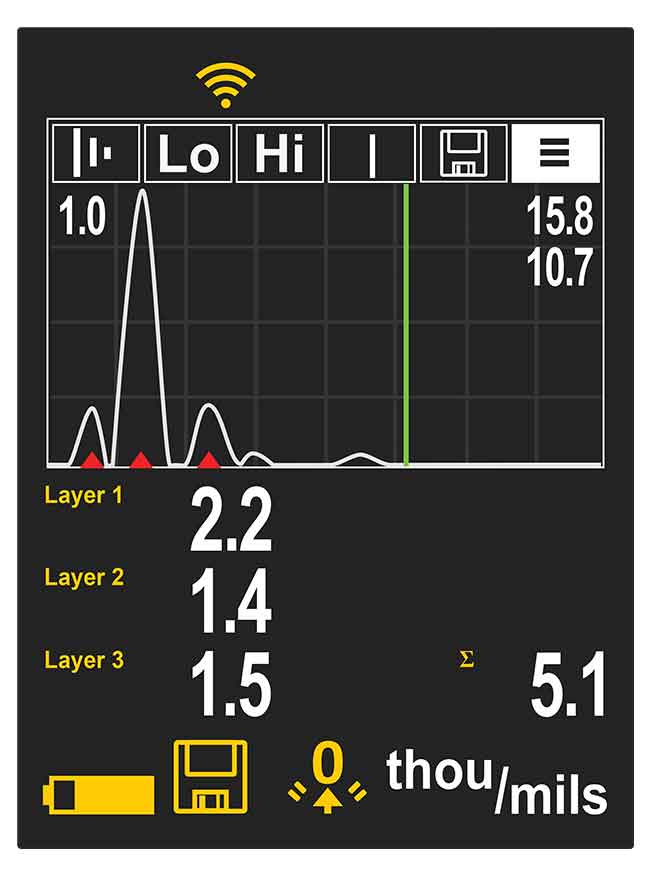
図11では、上側(Lo= 1.0mil)と下側(Hi= 15.8mil)のレンジ値が、グラフィック領域のat 2本の水平線で表示されています。Lo(下限)はat あります。Hi(最大限界値)はat あります。これらの範囲外のエコーまたはピーク(厚さ値)は無視されます。範囲値の設定および変更は、SET RANGE メニュー・オプションを使用して行います。
このグラフィック表示は、SET RANGE メニューオプションで操作することができます。レンジ値の調整だけでなく、カーソルを2つのレンジ値の間に置いて、他のピークを調べることもできます。
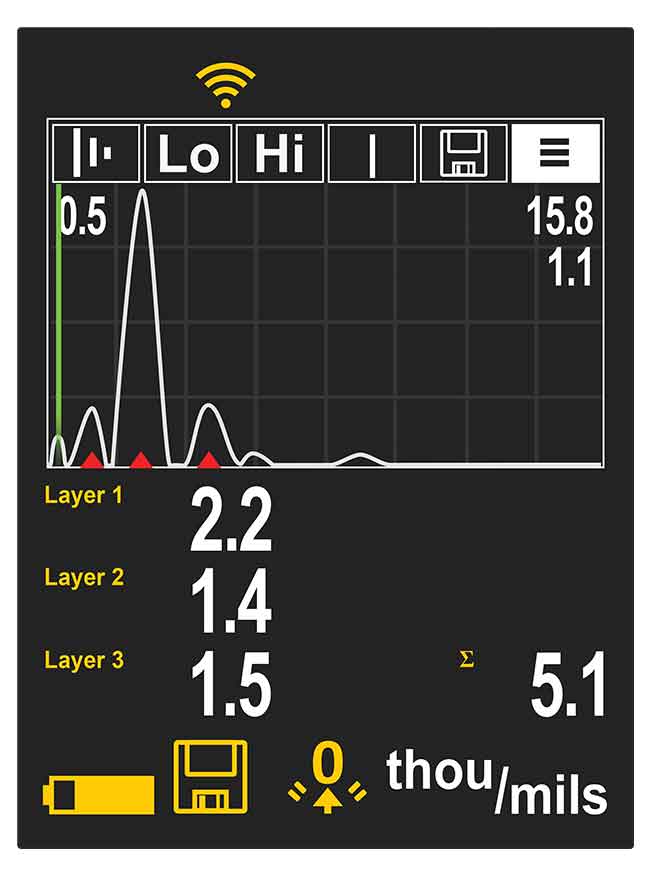
カーソルは、3層以上ある場合に使用します。この例では、測定器は最上層の2層を2.2milの結果に結合しています。カーソルは最上部のレイヤーを1.1milと判断しています。従って、2層目は1.1 mils (2.2 - 1.1)となります。
従来の磁気ゲージや渦電流ゲージは、金属にしか使えない。乾式壁での測定には、次のような別の測定技術が必要でした。
これらの技術は時間がかかり、実行が困難であり、オペレーターの解釈や他の測定誤差の影響を受ける。アプリケーターは、破壊的な方法は現実的でないと考えています。
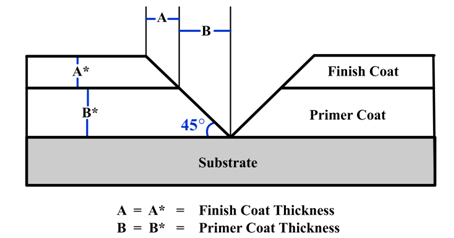
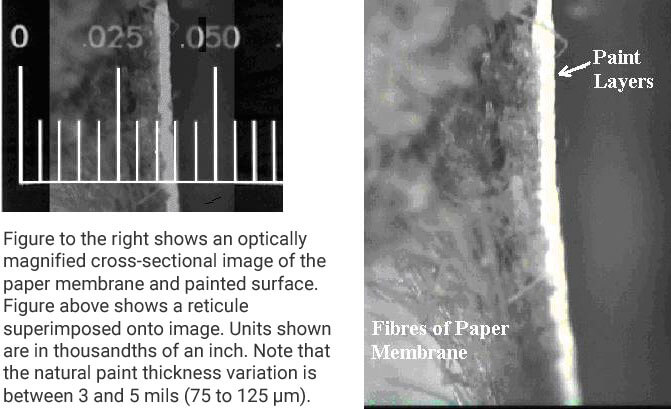
破壊的な手法としては、コーティングされた部品を断面的に切断し、その切断面を顕微鏡で観察して膜厚を測定する方法が一般的である。もうひとつの断面観察法では、スケーリング顕微鏡を使って、ドライフィルムコーティングを幾何学的に切り取って観察します。これは、特殊な切削工具でコーティングと基板に小さな精密なV溝を入れるものです(図12参照)。切削チップと照明付き拡大鏡が付属しているゲージがあります。この試験方法の詳細は、ASTM D4138-07a「Standard Practice for Measurement of Dry Film Thickness of Protective Coating Systems by Destructive, Cross-Sectioning Means」 に記載されています。
この方法は原理がわかりやすい反面、誤りを犯す機会が多い。試料の準備や測定結果の解釈には熟練を要します。また、ギザギザや不鮮明な界面に測定レチクルを合わせると、特に作業者間で不正確な結果が出ることがあります。安価な非破壊検査ができない場合や、非破壊検査結果の確認に使用される方法です。
超音波測定器の登場で、多くのコーターが非破壊検査に切り替えた。
石膏ボードは、湿った石膏の芯を2枚の厚紙で挟んだものである。芯が固まり、乾燥すると、丈夫で硬く、耐火性のある建材になる。耐火性とは、石膏が水分を含んでおり、熱や炎にさらされると水蒸気として放出され、熱を伝えにくくするためである。連続式機械で大量に生産される石膏ボードやラス、仕上げ済み壁板、外装仕上げ用の石膏シージングは、住宅に使われる最も重要な材料の一つである。ASTM C1597M-04と ASTM C1396C/1396M-17は、石膏ボードに関する規格を記述しています。
ほとんどの乾式壁用プライマーは水性で、ポリ酢酸ビニル(PVA)製剤です。彼らは比較的安価であり、乾式壁の紙を持ち上げることはありません。その目的は、乾式壁とジョイントコンパウンドの表面をシールすることです。これにより、仕上げのコートが均一な外観を持つようになります。

プラスチック基板上のコーティングを非破壊で測定する簡単で信頼性の高い方法はないと、メーカーもアプリケーターも長い間考えてきました。 一般的な解決策は、金属(スチールまたはアルミニウム)クーポンを部品の横に置き、機械式または電子式(磁気または渦電流)ゲージを使用してクーポンに適用される厚さを測定することでした。 この手間のかかる方法は、一般的な塗装領域に置かれた平らなクーポンが、問題のプラスチック部品と同じ塗装プロファイルを受けるという仮定に基づいています。 超音波測定は、実際の部品の全塗装厚を測定することができます。使用する超音波測定器や塗布プロセスによっては、複数の異なる層を識別することができる利点もあります。
超音波による塗膜厚測定は、現在では木材産業で使用される信頼性の高い試験方法として受け入れられている。 standard 試験方法はASTM D6132 に記載されている。"Standard Test Method for Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using an Ultrasonic Gage" (2022, ASTM)に記載されている。ゲージの校正を確認するために、国家標準機関にトレーサブルな証明書付きのコーティング膜厚標準が入手可能です。
従来は破壊試験やラボでの分析が必要だった材料でも、非破壊で迅速な厚み測定が可能になりました。この技術により、仕上げ加工室での一貫性とスループットが向上します。コスト削減の可能性は以下の通りです。
現在では、これらの機器は操作が簡単で、価格も安く、信頼性の高いものとなっています。
超音波を塗膜に伝搬させるためには、カプラントが 必要です。平滑な塗膜には水が適しています。粗い塗膜には、付属のグリコールゲルをお使いください。カプラントが仕上げにダメージを与えたり、表面にシミを残すことはほとんどありませんが、サンプルにカプラントを使用して、表面をテストすることをお勧めします。シミが発生した場合は、少量の水で代用することができます。カプラントが塗膜に損傷を与える可能性があると思われる場合は、弊社ウェブサイトに掲載されている安全データシートおよび塗料供給業者にご相談ください。液体石鹸など、他の液体を使用することもできます。
PosiTector 200Standard モデルは、1,000回の測定値を記録できます。PosiTector 200Advanced モデルは、最大1,000バッチで250,000回の測定値を保存し、画面上で統計処理したり、オプションのBluetoothワイヤレスプリンターに印刷したり、付属のUSBケーブルとPosiSoft ソリューションのいずれかを使用してパソコンにダウンロードしたりできます。

.png)







